计量管理制度要求,测量过程使用的测量设备都应“合格”,该测量设备的最大允差(示值误差允许值)也就是该测量设备特性(如示值误差)最坏的情况,为了测量结果的准确可靠,测量结果的不确定度评定中,用该测量设备的示值允差代替其实际示值误差,当然就最令人放心。这个道理清楚了,在日常测量工作中,“测量活动的计量溯源性”实际上可作为“测量结果的计量溯源性”使用,还难理解吗?如果测量方案(包括校准方案)保持不变,为什么非要对每一个测量结果,或对每一件测量设备的每一次校准,都浪费人力物力资源重复进行不确定度评定呢?请问评定测量结果的不确定度时,有哪一次用所用测量设备的实际误差的评定结果会大于用该测量设备的示值允差评定的结果呢? 看看17楼这位不懂装懂之士,正经歪念偷换概念将“测量
结果的不确定度”解读成了“测量
过程的不确定度”。后者与被测对象有关吗?同一测量方案,分别对两台同型号同规格的,重复性相差很大的被校对象进行校准,得到的“校准结果的不确定度”会相同吗?你的计量标准合格,难道你检的每一件被检对象的“示值误差”都不会超差啦?不需要对每一件被检对象给出“示值误差”啦?套算出一个放之四海而皆准的“示值误差”就OK啦?连这么简单的道理都拎不清,还好意思在这里扯。
“不同的机构,不同的人、机、法、环的测量过程,得到的‘测量结果的不确定度’都是不同的”,这个说法千真万确,一点都没错。但如果我们反过来思考,“同一个机构,相同的人、机、法、环的测量过程”的测量结果不确定度会怎么样呢?也都是不同的吗?事实上,送检的机构都是我们的“合格供方”,一般不会改变;这个校准机构的测量(含校准)方法按法规或双方合同约定的方法,测量(含校准)人员等一般也不会改变;使用的测量设备(校准时为计量标准)均为经检定/校准并确认合格,虽然每次校准结果会有变化,但都不会超过最大允差;其测量环境在规定的控制条件下;通过了CNAS认可的机构检测方法和校准方法更不允许随意改变。 还是在这里用“检定”的思维模式来扯“校准”。看看清楚,我的原话说的是人、机、法、环四个因素,唯独没有包括被测对象“料”。对于同一机构来说,人、机、法、环四因素引入的不确定度分量(测量过程的不确定度分量),是基本上相对固定的。不同的机构,各分量的大小各异,这就是为什么各家机构的“校准和测量能力CMC”各不相同,尽管都满足开展检定的最低极限要求。这些分量与被测对象“料”引入的不确定度分量合成,才得到“测量结果的不确定度”。同一被校对象送A家校准,与送B家校准,得到的“校准结果的不确定度”都应该是不同的。所以说“测量结果的不确定度”这个“DNA”,是唯一能够将“测量结果”与具体实施测量的机构的人、机、法、环关联绑定的“载体”,这就叫“
测量结果的计量溯源性”证明。
那么这个测量过程“生产”出来的“测量结果”不确定度会有多大变化呢?在评定测量结果的不确定度时,用所用测量设备的示值允差代替其实际示值误差,评定结果会造成颠覆性错误吗? 明明是“
测量过程的不确定度”不会有多大变化,却被此人扯成了“
测量结果的不确定度”不会有多大变化。前者是定量表征
本级校准过程的校准结果可不可信,与“测量结果的不确定度”大小无关。并不是因为“校准结果的不确定度”小,校准结果就可信;“校准结果的不确定度”大,校准结果就不可信。两者的可信度是一样的(由测量过程的不确定度保证)。而后者则是定量表征被校对象的
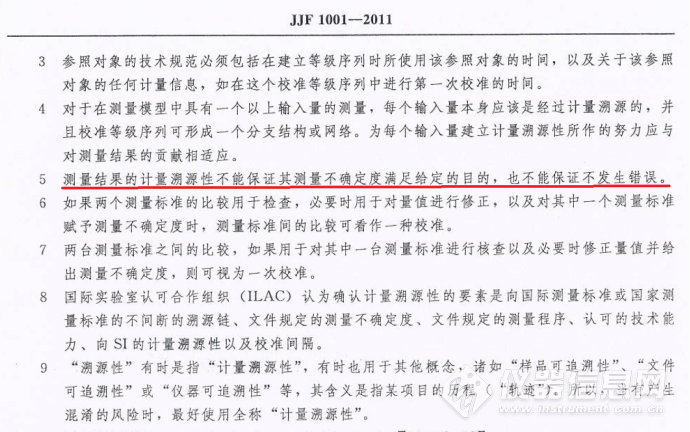
下一级测量结果可不可信,“校准结果的不确定度”小,用被校对象进行的下一级测量的测量结果可信度自然就高,反之就低。这么简单的东西都拎不清楚,还好意思在这里忽悠误导大家。看看JJF1001-2011第4.14条“计量溯源性”术语定义的注释5是怎么说的吧:
![]()
看不看得懂这句话的意思啊?烦请解读一下给大家听听。