摘要:本文针对一个高精度气体压力程序控制工艺案例,分别对TESCOM ER5000及其配套背压阀和国产化产品的技术方案进行了计算分析。分析结果证明非标定制的国产化产品可以实现更高的测控精度,具有更便捷的操作性和更高的性价比。
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
一、案例简介在某一压力工艺过程中,工艺设备中配备了一个缓冲罐以保证工艺压力准确和稳定,要求缓冲罐的气体压力可程序控制,技术指标如下:(1)缓冲罐容积:200~300升。
(2)缓冲罐功能:升压、保压和泄压。最大压力:3~5MPa。(3)压力控制程序:升压3天,保压1周,泄压15天。
(4)控压精度:±(0.02~0.1)MPa,最好能达到±0.02MPa。因产品生产工艺对压力控制精度比较敏感,现有压力控制系统无法满足要求,生产工艺需采用更高精度的气体压力控制装置进行升级改造。本文将针对此高精度压力控制技术要求,分别对艾默生和上海依阳的压力控制装置进行了分析和对比,以期实现国产化替代。
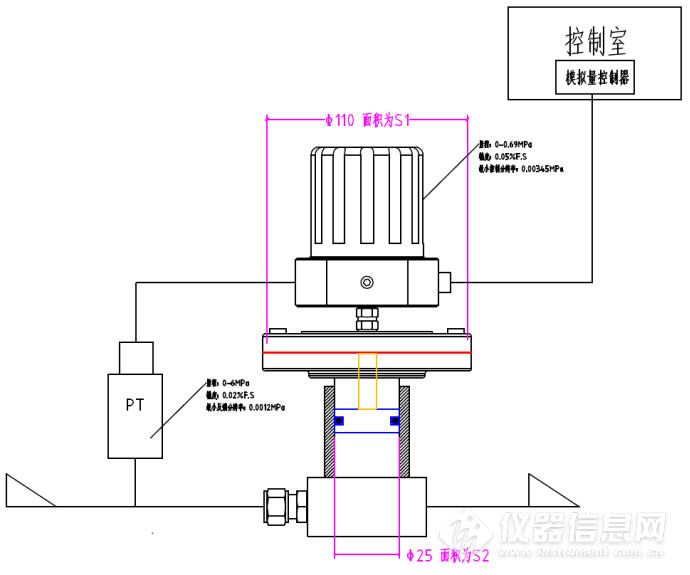
二、TESCOM压力控制装置分析TESCOM压力控制装置的结构如图1所示,具体包含TESCOM的26-20调压器(最大出口压力5.5MPa)和ER5000Sl-1电子气控执行器。
![ER5000替代]()
图1 艾默生TESCOM压力控制装置结构示意图
因先导感压面积 S1 × 执行器输出压力=高压感压面积 S2 × 高压阀输出压力+部件阻力。部件阻力(静止到运动的启动阻力)主要来自阀芯开闭合时弹簧下压的变形,部件的滑动摩擦暂且不计。因下游缓冲罐为密闭状态,因此每次压力整定好后,阀芯处于闭合状态。
此阀芯(Tescom其他型号的也是同款阀芯)的静启动推力,约为0.5kg。可得:高压阀自身的步阶精度Δ(MPa)
=(先导感压面积S1 × 气动执行器最小分辨压力K - 部件阻力N)/高压感压面积S2=(S1× K-N)/S2 =(94. 99cm^2 × 0.0345kg/cm^2-0 .5kg)/4.91cm^2
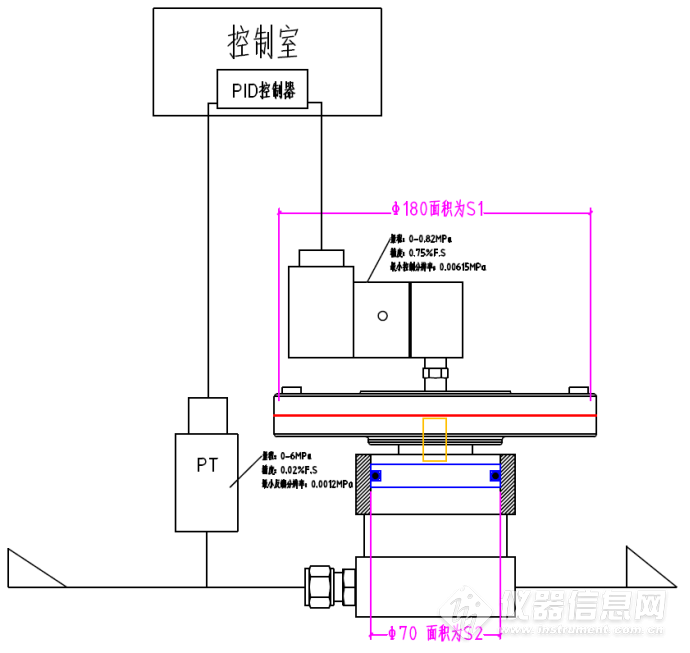
=Δ0.056MPa. 三、依阳公司压力控制装置分析依阳公司压力控制装置的结构如图2所示,具体包含高精度调压器(最大出口压力6MPa)和高精度电子气控执行器。![ER5000替代]()
图2 依阳公司压力控制装置结构示意图
同样先导感压面积S1×执行器输出压力=高压感压面积 S2 × 高压阀输出压力+部件阻力。同样部件阻力(静止到运动的启动阻力)主要来自阀芯开闭合时弹簧下压的变形,部件的滑动摩擦暂且不计。因下游缓冲罐为密闭状态,因此每次压力整定好后,阀芯处于闭合状态。
可得:高压阀自身的步阶精度Δ(MPa)
=(先导感压面积S1 × 气动执行器最小分辨压力K - 部件阻力N)/高压感压面积S2
=(S1× K-N)/S2 =(254.3cm^2 × 0.0615kg/cm^2-0 .6kg)/38.47cm^2
=Δ0.039MPa. 四、结论通过上述计算,对比分析可得出以下结论:(1)气体压力的控制精度,与气动执行器精度和背压调压阀精度密切相关。
(2)每次做压力调整,因冷启动阻力K值依然存在,也是阀门整体高压输出分辨率的瓶颈根源。最终分辨率的瓶颈,不是传感器和执行器的精度。(3)通过上述计算公式可知加大执行机构的受力面积,可以对抗冷启动的阻力,从而提高每次调整步价的分辨率。阀体定制化服务,可以将执行机构的受力面积无限扩大,从而让输出的压力分辨率趋近无限细分。
(4)TESCOM或市场上的其他批量化商用阀门,考虑的是满足大多数使用场合的精度,因此更侧重的是体积紧凑和材料的节约,综合其性价比,并不完全适用和满足高精度或者特殊工况的使用。通过上述分析结论,可以明显看出通过依阳公司定制的气体压力控制装置可以达到比国外产品更高的控制分辨率和控制精度,完全能满足高精度高压控制要求等特殊工况,可实现有效的国产化替代。
=======================================================================