后续将有专属客服与您沟通!
关注微信公众号查看留言进度 接收留言处理通知
0
ID:SH103383
行业:其他
积分:0升级还需100积分
声望:0升级还需100声望
注册时间:0000-00-00
最后登录时间:0000-00-00
~~~~~~~~~~~~~~~~~~~~~~~~
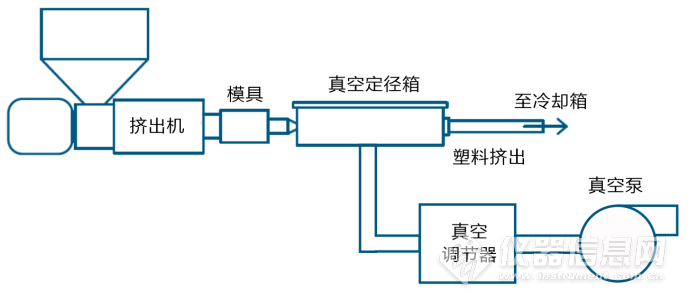
图1 真空挤出工艺原理图
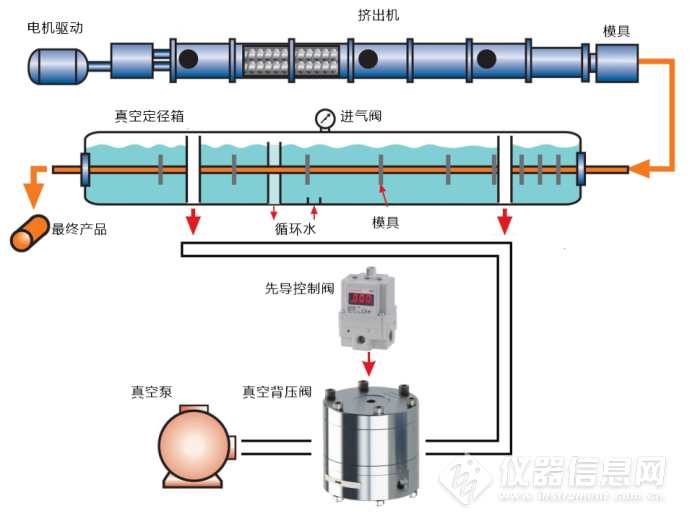
图2 挤出机真空控制系统结构示意图
~~~~~~~~~~~~~~~~~~~~~~~