维权声明:本文为xiaopianzi1209原创作品,本作者与仪器信息网是该作品合法使用者,该作品暂不对外授权转载。其他任何网站、组织、单位或个人等将该作品在本站以外的任何媒体任何形式出现均属侵权违法行为,我们将追究法律责任。
摘要:砝码是复现质量单位的实物量具。质量单位通过不同准确度等级的砝码传递到秤、天平等衡器,直接关系到质量单位量值传递的准确性和可靠性。在计量检定、校准机构作为计量标准使用,需定期进行检定保证砝码的量值可溯源至国家基准,准确度等级满足使用的要求。砝码检定过程中必需执行JJG99-2006《砝码检定规程》,检定砝码对实验环境的要求较高,受到实验人员进入实验室的影响,实验环境的温度、相对湿度的稳定性不易控制。而且检定工作繁琐,检定结果易受到检定人员因素的影响。本单位目前建立有E1等级砝码组标准装置,准确度等级仅次于国家质量副基准,在对砝码执行检定过程中发现检定结果受实验室环境不易控制,对检定结果引入较大的不确定度,特别是对检定准确度要求最高的毫克组砝码的影响更为明显。而且检定工作量较大,检定人员长期在低温环境下工作造成身体损害。为此本单位自主研发了一款能够自动控制恒温、恒湿环境、自动加载、自动生成检定记录的全自动砝码检定系统,该系统颠覆了以往砝码需在专业恒温、恒湿实验室检定的模式,解放了检定人员,而且能够适用于不同形状、大小的毫克组砝码的自动检定。
关键词:砝码、自动检定、试验环境控制、恒温环境、恒湿环境
0 引言
砝码是统一质量单位的依据,砝码通过计量检定或校准的方式,将质量单位的量值,准确传递到天平、秤等自动、非自动衡器,是判定衡器准确与否的依据,也是调整衡器准确度的必要设备。其使用涵盖:科研、生产、检测、贸易等社会生产、生活的全部范围。是指导科研、生产、生活的重要计量器具,同时也是检测机构必备的计量标准器。法定计量检定机构,及从事计量检测业务的第三方检测公司一般均建立有砝码标准装置用于检定、校准天平、秤等衡器,并量传低等级砝码。如果用于检定、校准用的标准砝码在量传时引入超出允许范围的误差,将直接影响工作、生活中使用的天平、秤等衡器的准确度,在科研工作中影响数据的准确;在生产中影响产品的质量;在贸易中影响交易的公平。
除国家质量基准外,砝码共分为E1等级~M3等级共9个等级,通过使用衡量仪器对标(基)准砝码与被检砝码进行比较的方式实现质量单位量值的传递。[1]其中E1等级砝码直接溯源至国家质量副基准,由中国计量科学研究院负责检定,所以检定需求较大的是E2等级~M3等级的砝码。根据检定规程的规定,检定砝码对实验环境的要求较高,受到实验人员进入实验室的影响,实验环境的温度、相对湿度的稳定性不易控制。而且砝码检定工作较为繁琐,检定工作量、数据运算量大,检定结果易受到检定人员放置砝码位置、质量比较仪平衡点选择等因素的影响。[2]
目前常见的砝码自动检定装置,但相对比较简单,未解决实验环境对检定结果产生影响的问题,仍需在恒温实验室条件下进行检定,并且仅适用于直接比较法,检定方式单一,不能满足各准确度等级砝码,特别是毫克组砝码的检定要求。本单位自主研发的砝码恒温、恒湿全自动检定系统采用具备如下特点:
1)构建密闭恒温、恒湿环境的方式,在无需进行实验室环境条件改造的情况下,提供满足以质量比较仪为主要设备的仪器工作环境;
2)通过计算机控制机械臂自动加载、卸载砝码,固定砝码放置位置,消除质量比较仪偏载误差。自动采集检定数据,统一质量比较仪读数平衡点。通过计算机完成检定原始数据的计算,生成检定记录。避免检定人员体温对检定环境的干扰,最大限度减小检定过程中人为因素带来的干扰,保证检定结果可靠性;
3)实现使用单支标准砝码检定全套、多规格砝码。同时适用于多种形状毫克组砝码的检定;
4)解放技术人员,解决因检定标准砝码长期占用大量人力的问题。同时避免检定人员长期在低温环境下工作造成身体损害。
1、制造砝码依据的标准和检定条件
1.1制造、生产砝码所依据的标准
在我国生产、销售的砝码应符合R111(2004)国际建议和GB/T4167-2011《砝码》国家标准的要求,期中砝码形状规定小于1g的砝码应采用易于夹取多变形片状或丝状(线形)。
(1)采用片状的毫克组砝码
片状砝码一般为多变形,标准形状为:
a)(5、50、500)mg:五边形;
b)(2、20、200)mg:正方形、长方形;
c)(1、10、100)mg:三角形。
如下图所示:
图1 标准形状的片形毫克组砝码
![]()
部分M1等级及以下等级砝码,和2007年3月前生产的原一等、二等毫克组砝码全部为四变形形状。
目前国产生产的毫克组砝码均为片状,加工较为简单,但由于砝码较小,不便夹取,特别是不便于实现机械臂自动夹取,国内尚无能够自动完成此种砝码检定的自动测量设备。
(2)采用线状的毫克组砝码
线状的毫克组砝码多为进口砝码,通过将一定质量的、粗细均匀的金属丝加工为特定形状,制造为不同质量的砝码。
a)(5、50、500)mg:五边形;
b)(2、20、200)mg:正方形、长方形;
c)(1、10、100)mg:三角形。
形状如下图所示:
图2 标准形状的线形毫克组砝码
![]()
此种线形毫克组砝码平面面积较大,便于夹取,且独特的“圈形”设计,具备悬挂能力,便于实现自动检定,目前国外已具备采取悬挂测量方式的全自动检定设备,但一方面该设备较为昂贵,而且目前我国使用的毫克组砝码多为片状,不具备广泛适用性。[2]
1.2、砝码检定依据的规程及检定条件
(1)砝码检定依据的检定规程
检定砝码必须执行JJG99-2006《砝码》检定规程。检定项目主要包括:砝码体积或密度、表面粗糙度、磁化率、永久磁性和折算质量,其中折算质量为砝码周期检定的必检项目。[3]
(2)砝码的检定条件
a)标准砝码的选择
根据检定规程要求,砝码检定使用的上一等级砝码的不确定度应小于被检定砝码最大允许误差的九分之一。其中规定E1等级标准砝码仅能用于E2等级砝码的检定。
b)衡量仪器的选择
检定砝码过程中在不进行空气浮力修正的条件下,衡量仪器的不确定度不应大于被检定砝码最大允许误差的九分之一。衡量仪器的不确定度包括:衡量仪器重复性,以采用10次ABA或10次ABBA比较测量的测量结果的单次测量结果的标准偏差表示;衡量仪器的偏载误差引入的不确定度。
c)砝码检定的环境条件
砝码检定实验室不允许有容易察觉的气流和振动,环境温度、相对湿度应满足所使用衡量仪器使用说明书所规定的条件。同时根据检定不同等级的砝码,环境条件还应符合下表要求:
表1各准确度等级砝码检定过程中的环境要求
| 砝码等级 | 检定时温度范围/℃ | 相对湿度范围 | 振动、气流 影响 |
| E1 | (18~23)℃,每4小时最大变化0.5℃ | 40%~60%,每4小时最大变化5% | 无明显振动和容易察觉的气流,距离天平台上表面风速不大于0.1m/s |
| E2 | (18~23)℃,每4小时最大变化1℃ | 30%~70%,每4小时最大变化10% |
| F1 | 每4小时最大变化2℃ | 30%~70%,每4小时最大变化15% |
| F2 | 每4小时最大变化3.5℃ | 30%~70%,每4小时最大变化15% |
| M1 | 每4小时最大变化5℃ | / |
2、砝码全自动检定系统具备的功能
2.1环境控制、监控功能[4]
该套砝码全自动检定系统具备环境控制、监控功能,通过专用的环境实验设备,依据实际检定需求,本套检定系统需满足E2等级~M2等级砝码的检定要求,环境条件依据检定E2等级砝码要求,构建密闭、稳定的实验环境。采用温度控制器、湿度发生器设计制造的恒温恒湿试验箱构建实验环境,采用上送下回的内循环、滤膜送风方式,降低实验环境内的风速和气流流动。通过温度传感器、相对湿度传感器、风速仪实施监控环境条件,环境条件超出预定范围立即停止检定工作。具体参数如下:
a)温度:(20±2)℃,每4小时最大变化不大于1℃;
b)相对湿度:(30-70)%,每4小时最大变化不大于10%;
c)实验环境风速小于0.1m/s。
2.2称量能力
本套检定系统能够满足全规格E2等级毫克组砝码的检定,其测量不确定度需满足E2等级毫克组砝码,允许误差最小点0.006mg检定要求。综合检定E2等级毫克组砝码需使用组合分量法,使用的最大标准砝码质量为1g。采用最小分度值d=0.1μg,设计重复性小于0.6μg的质量比较仪作为衡量仪器,且经安装专用称量盘等改造后,最大试验载荷大于1g。
2.3砝码自动加载功能[5]
砝码全自动检定系统采用最小分度值为0.1μg的质量比较仪作为衡量仪器,完成砝码的称量。通过机械臂自动完成砝码的加载、卸载。可适用于组合分量法和直接比较法对砝码进行检定。
(1)组合分量法的加载
根据计量检定规程的要求,E2等级毫克组砝码必须使用组合法进行测量,结合实际工作情况适用组合分量法为最优选择,不仅可以一次性完成全套砝码的检定,而且各个砝码的检定结果相互关联、相互验证,可靠性较高。根据目前砝码配置的实际情况,本套砝码全自动检定系统采用适用于5、2、2*、1排列的测量模式。组合分量法一次需加载多个砝码,可适用于E2等级及以下等级毫克组砝码的测量,特别是按5、2、2*、1排列成套砝码的检定。测量模式见表2:
表2 5、2、2*、1典型测量模式
| [1000]+Δm1 | = | [500+200+200*+100] |
| [500]+Δm2 | = | [200+200*+100] |
| [200]+Δm3 | = | [100+50+20+20*+10] |
| [200*]+Δm4 | = | [100+50+20+20*+10] |
| [100]+Δm5 | = | [50+20+20*+10] |
| [50]+Δm6 | = | [20+20*+10] |
| [20]+Δm7 | = | [20+10+5+2+2*+1] |
| [20*]+Δm8 | = | [20+10+5+2+2*+1] |
| [10]+Δm9 | = | [5+2+2*+1] |
| [5]+Δm10 | = | [2+2*+1] |
| [2]+Δm11 | = | [1+1-] |
| [2*]+Δm12 | = | [1+1-] |
| [1]+Δm13 | = | [1-] |
其中:[1000]—标成值为1g的标准砝码;
[1-]—检定时借用的砝码,也可作为作证砝码;
Δm—比较测量的差值。
(2)直接比较法的加载
根据计量检定规程的要求,采用对标称质量相同的标准砝码和被检砝码,通过一对一直接比较的方式,通过直接比较被检砝码与标准砝码的差值,完成F1等级及以下等级毫克组砝码和规格500mg~10mg的E2等级毫克砝码的检定。
2.4数据自动处理功能[6]
砝码全自动检定系统通过计算机自动采集质量比较仪每次测量的数据,生成检定记录,并自动计算测量结果。并实时监控系统工作状态,发现异常及时停止检定,具体功能如下:
(1)依据被检砝码等级确定检定方法,对于E2等级砝码采用组合分量测量法,对F1及以下等级砝码可采用采用组合分量测量法或直接比较法,由检定人员自行选择;
(2)依据砝码等级和标称质量确定被检砝码最大允许误差;
(3)自动采集质量比较仪每次测量的数据,生成检定记录,并自动计算测量结果。根据测量重复性自动判定检定结果为是否有效,检定结果无效自动进行重复测量。以各次重复测量结果的算术平均值作为最终的测量结果,自动计算砝码误差,依据砝码对应的准确度等级判定被检砝码是否合格;
(4)根据被检砝码等级自动确认所需试验环境条件要求,自动调整环境温度、相对湿度,并实时监控检测系统环境温度、相对湿度,达到预定环境条件,检定系统自动运行。环境超出规定范围,检测系统自动停止检定,并同时通过计算机和移动终端进行报警通知检定人员。
2.5移动终端控制功能
砝码全自动检定系统在通过计算机进行环境条件控制、监测,控制机械臂自动加载、卸载,自动完成数据采集、计算生成检定记录的基础上,通过移动数据传输协议,将环境条件监测结果,砝码检定结果实时传输至移动终端。同时对检定系统运行过程中发生的异常情况,如:环境条件超出预定范围、采集数据出现异常偏离(可能出现的砝码掉落、挂蹭引起)发送报警信息至移动终端,便于检定员远离现场时发现异常情况,并决定是否通过移动终端重起系统或继续检定。
3、砝码全自动检定系统的结构与组成
本套砝码全自动检定系统由恒温恒湿设备、质量比较仪、机械臂组成,通过计算机控制机械臂完成自动加载,并自动采集质量比较仪的称量值完成测量。
3.1砝码全自动检定系统的组成
图3 砝码全自动检定系统整体结构图
![]() 1—提供恒温恒湿环境的环境试验箱;
1—提供恒温恒湿环境的环境试验箱;
2—用于砝码自动加载的机械臂;
3—砝码仓;
4—砝码仓内用于放置砝码的可移动式砝码托盘;
5—压缩机;
6—用于温度、相对湿度、分速检测的检测探头;
7—质量比较仪;
8—岩石平板;
9—设备专用双层秤盘;
10—恒温恒湿送风口;
11—控制系统运行和采集数据的计算机;
12—用于远程监控、控制的移动终端。
3.2主要结构功能和技术要求
1)环境试验箱
环境实验箱用于构建砝码检定过程中的小环境,实现试验环境的准确控制。具备温度、相对湿度控制功能。通过滤膜,采用上送下回的内循环送风方式调节试验环境。试验箱箱体采用抽真空玻璃或保温材料构建,起到保温作用。技术参数如下:
a)温度控制功能:温度波动度≤±0.5℃;
b)相对湿度控制功能:相对湿度波动度≤±5%;
c)风速:试验环境构建中风速≤0.2m/s,达到预设环境条件后风速≤0.1m/s。
2)质量比较仪
最小分度值0.1μg,使用专用秤盘后,最大称量>1g。
3)砝码仓和砝码仓内的托盘
用于放置标准砝码和待检定的被检砝码。砝码仓依次编号,不少于14个仓位。
图4 砝码仓内托盘的示意图
![]()
1—传送臂;
2—砝码放置部。
砝码放置部用于放置标准砝码或待检定的砝码,砝码放置部由多个相互间隔设置的传送板组成。
传送臂一端连接砝码放置部,另一端具备专用连接结构用于机械臂提取。
针对部分面积较小的毫克组砝码无法平稳放置在砝码放置部上的问题,可选择使用过渡称量盘放置砝码后,放置在砝码放置部。[7]
图5过渡称量盘的示意图
![]()
1—被检砝码;
2—过渡称量盘。
4)设备专用双层秤盘
质量比较仪使用的秤盘由多个相互间隔设置的称量板组成,为尽可能减小放置多个砝码,造成秤盘过长,偏载误差增大的问题设计为双层结构。
5)用于砝码自动加载的机械臂
机械臂通过计算机控制,采用X、Y、Z三座标方式定位,计算机根据预先设置的测量模式控制机械臂,按顺序提取砝码仓内的砝码,通过砝码放置部传送板间的间歇,和质量比较仪秤盘称量板间的间歇,自上向下将砝码放置在秤盘上。再通过自下向上运行,取下秤盘上的砝码。加载装置的驱动电机可在加载指令的控制下提取指定砝码仓内的砝码,并移动到质量比较仪秤盘上方指定位置,并进行上升、下降动作。例如计算机通过预定程序提取砝码仓内的砝码,此时加载装置与预提取砝码的砝码仓位置之间在X轴上的距离为x1,在Y轴上的距离为y1,在Z轴上的距离为z1,则驱动加载装置控制加载臂在X轴上运动x1长度、在Y轴上运动y1长度,在Z轴上运动z1长度,从而提取对应砝码仓内的砝码。而后,机械臂与质量比较仪秤盘上方指定位置关系为在X轴上的距离为x2,在Y轴上的距离为y2,在Z轴上的距离为z2,则驱动加载装置带动加载臂在X轴上运动x2长度、在Y轴上运动y2长度,在Z轴上运动z2长度,从而带动待托盘到达秤盘上方指定位置。此时托盘需下降到秤盘下方指定位置在Z轴上的距离为z3,则驱动加载装置带动加载臂在Z轴上运动z3长度,完成砝码的加载。[8]
6)岩石平板
砝码全自动检定系统为进一步增强设备的适用性,未安装在固定检测台上,而是采用了箱体式设计。为减小外界环境振动带来的影响,采用了加大自身重量的方式,选用厚度超过250mm的岩石平板作为工作台面。
4、砝码全自动检定系统的运行
4.1砝码全自动检定系统启动前的准备
1)启动检定系统,检定系统进行环境控制;
2)环境条件稳定后,质量比较仪进行自动校准,校准完成后进入待机状态;
3)选择所需的检定方法(组合测量法或直接比较法),并设置被检砝码基本信息,包括砝码规格、准确度等级及重复测量循环次数等,对检定系统进行校准(对过渡称量盘进行不少于10次称量),以各过渡称量盘称量结果的单次测量结果的标准偏差判定检定系统校准是否成功,可用于对应等级砝码检定。其中检定系统默认用于检定E2等级砝码,过渡称量盘称量结果的单次测量结果的标准偏差不应大于0.6μg,检定F1等级及以下等级砝码时,系统校准前检定员可自行设置标准偏差范围。如标准偏差未满足要求,系统自动增加测量循环,直至满足要求为止,并将增加的测量次数n,代入检定循环之中,检定过程中的循环次数在原有循环次数中+n,并提示检定员是否继续检定。当增加的测量次数n大于6时,系统自动停止运行,提示检定员检定系统可能存在故障。
4)计算1号砝码仓内过渡秤盘与2号砝码仓内过渡秤盘的差值m1、3号砝码仓内过渡秤盘与4号砝码仓内过渡秤盘差值m2,以此类推,得到各对应过渡秤盘的差值mi。作为直接比较法测量过程中的代入数据。当部分砝码仓内的砝码不需要使用过渡秤盘时,记录质量比较仪空载条件下的示值。
5)计算各过渡秤盘与预计放置标准砝码砝码仓内过渡秤盘的差值![]() 。作为组合分量测量法测量过程中的代入数据。当部分砝码仓内的砝码不需要使用过渡秤盘时,记录质量比较仪空载条件下的示值。
。作为组合分量测量法测量过程中的代入数据。当部分砝码仓内的砝码不需要使用过渡秤盘时,记录质量比较仪空载条件下的示值。
4.2检定系统的加载过程直接比较法的运行过程
1)直接比较法砝码的放置顺序
在1号砝码仓放置≤1g的标准砝码,2号砝码仓放置与1号砝码仓标称值相同的被检砝码;3号砝码仓放置≤1g的标准砝码,4号砝码仓放置与3号砝码仓标称值相同的被检砝码,依次类推。
2)组合分量测量法砝码的放置顺序
1号砝码仓放置量值为1g的标准砝码,2号至13号砝码仓依次放置被检砝码(500mg、200mg、*200mg、100mg、50mg、20mg、*20mg、10mg、5mg、2mg、*2mg、1mg),14号称砝码仓放置1mg的参考砝码。
3)砝码全自动检定系统的加载过程和测量循环
砝码全自动检定系统采用ABBA测量循环测量各砝码仓内砝码的质量值,设砝码仓编号为![]() ,为区分被加载砝码A前后两次加载过程,以
,为区分被加载砝码A前后两次加载过程,以![]() r表示编号为
r表示编号为![]() 的砝码仓内砝码第二次加载过程。使用过渡秤盘的测量过渡秤盘和所加载砝码的质量值
的砝码仓内砝码第二次加载过程。使用过渡秤盘的测量过渡秤盘和所加载砝码的质量值![]() ,并使用过渡秤盘测量结果的差值mi(
,并使用过渡秤盘测量结果的差值mi(![]() )进行修正,得到测量质量Mi。采用组合分量法测量E2等级砝码测量2个循环。采用直接比较法测量F1及以下等级砝码,测量1个循环。
)进行修正,得到测量质量Mi。采用组合分量法测量E2等级砝码测量2个循环。采用直接比较法测量F1及以下等级砝码,测量1个循环。
其中![]() 或
或![]()
a)采用组合分量法测量测量顺序为
ABBA循环:
1→(2+3+4+5)×2次→1r→2→(3+4+5)×2次→2r→3→(5+6+7+8+9)×2次→3r→4→(5+6+7+8+9)×2次→4r→5→(6+7+8+9)×2次→5r→6→(7+8+9)×2次→6r→7→(9+10+11+12+13)×2次→7r→8→(9+10+11+12+13)×2次→8r→9→(10+11+12+13)×2次→9r→10→(11+12+13)×2次→10r→11→(13+14)×2次→11r→12→(13+14)×2次→12r→13→14×2次→13r
以上数字为每次加载对应的砝码仓序号内的砝码(含过渡秤盘),重复上述过程,不少于2个循环。
b)采用直接比较法测量测量顺序为:
采取ABBA测量循环:1→2×2次→1r→3→4×2次→3r→……→(n-1)→n×2次→(n-1)r
以上数字为每次加载对应的砝码仓序号内的砝码(含过渡秤盘),重复上述过程,根据砝码等级测量不少于1个循环。
4)测量结果的计算
a)组合分量测量法
首先计算各分循环差值![]() ,以
,以![]() 表示对应砝码仓内砝码第二次加载的示值。
表示对应砝码仓内砝码第二次加载的示值。
采用ABBA循环:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() 采用
采用ABA
循环:![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() 则所测得的各被检砝码折算质量值
则所测得的各被检砝码折算质量值![]() 为
为:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
b)
直接比较测量法被检砝码折算质量实测值![]() 为
为:
采用ABBA
测量循环:![]() ;
;![]() ;
;![]() 采用
采用ABA
测量循环:![]() ;
;![]() ;
;![]() 4.3砝码检定结果的有效性判定
4.3砝码检定结果的有效性判定
检定完成后,当检定循环次数设定为1时,直接生成检定记录,并依据砝码等级对应的最大允许误差判定是是否合格;当检定循环次数设定值>1时,进行检定结果有效性评价,各组测量结果的最大值-最小值的绝对值小于砝码对应等级的最大允许误差的1/4时,判定检定结果有效,生成检定记录,并依据砝码等级对应的最大允许误差判定是是否合格。否则系统自动重新检定。
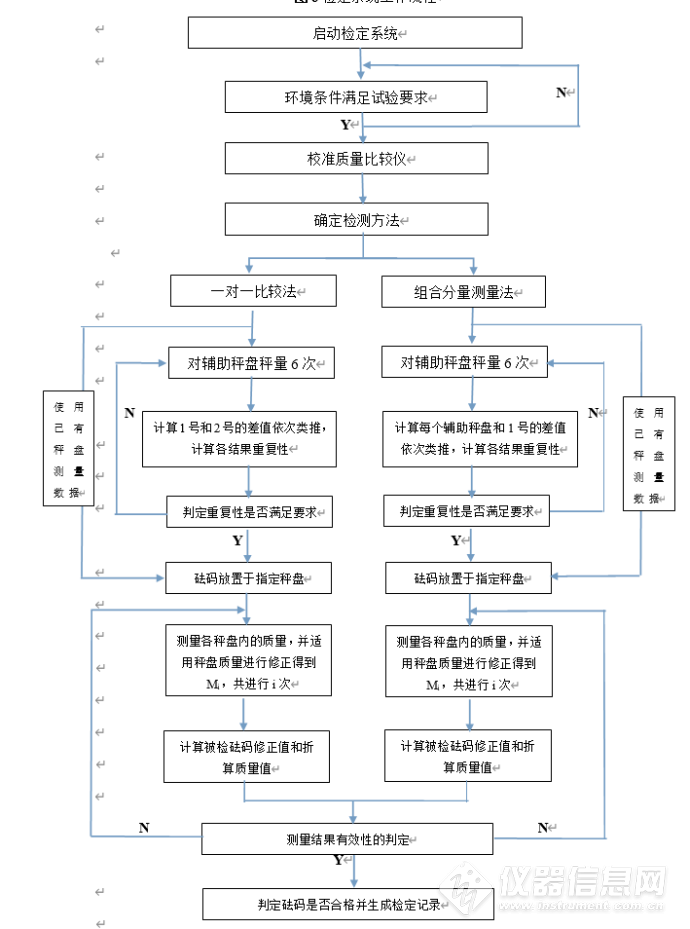
图6检定系统工作流程
![]()
5、砝码自动测量结果准确性的验证
为有效体现砝码全自动检定系统测量结果的准确性、可靠性,通过比较自动测量结果与人工测量结果差值的方式对其测量结果的准确性进行验证。以一套E2等级的500mg~1mg的砝码作为实验对象,采用同一只标称值为1g的E1等级砝码作为标准砝码,采用组合分量测量法,分别采用人工测量和使用砝码全自动检定系统依据ABBA测量循环,进行2次测量,以2次测量结果的平均值作为最终测量结果,并以人工测量结果作为参考值,比较测量结果的差值,各规格砝码测量结果差值的绝对值不超过E2等级砝码测量结果的扩展不确定度的极限值,且砝码全自动检定系统2次测量结果的差值不超过对应E2等级砝码最大允许误差的1/4可认为自动测量结果准确、可靠。
5.1人工测量结果
人工测量依据JJG99-2006《砝码检定规程》,在执行E2等级砝码检定的实验室环境条件下进行,采用最小分度值为0.1μg的质量比较仪作为衡量仪器,由2名技术人员分别进行一次测量,以2次测量结果的平均值作为人工测量结果。测量结果见表3。
表3人工测量数据
| 砝码标称值/mg | 测量结果1/mg | 测量结果2/mg | 测量结果的平均值/mg | E2等级砝码的最大允许误差/mg | 扩展不确定度的极限值/mg(k=2) |
| 500 | 500.0157 | 500.0164 | 500.0161 | 0.025 | 0.008 |
| 200 | 200.0023 | 200.0059 | 200.0041 | 0.020 | 0.006 |
| *200 | 200.0053 | 200.0068 | 200.0061 | 0.020 | 0.006 |
| 100 | 100.0072 | 100.0075 | 100.0074 | 0.016 | 0.005 |
| 50 | 50.0032 | 50.0021 | 50.0027 | 0.012 | 0.004 |
| 20 | 19.9974 | 19.9993 | 19.9984 | 0.010 | 0.003 |
| *20 | 20.0031 | 20.0037 | 20.0034 | 0.010 | 0.003 |
| 10 | 10.0008 | 10.0006 | 10.0007 | 0.008 | 0.002 |
| 5 | 5.0017 | 5.0032 | 5.0025 | 0.006 | 0.002 |
| 2 | 2.0056 | 2.0059 | 2.0058 | 0.006 | 0.002 |
| *2 | 2.0025 | 2.0018 | 2.0022 | 0.006 | 0.002 |
| 1 | 1.0027 | 1.0034 | 1.0031 | 0.006 | 0.002 |
5.2采用砝码全自动检定系统测量结果
砝码全自动检定系统配备最小分度值为0.1μg的质量比较仪作为衡量仪器,环境条件设定为温度:20.0℃、相对湿度:40.0%。待砝码与衡量仪器在设定环境条件下充分稳定后,开始测量,共测量2次,以2次测量结果的平均值作为砝码全自动检定系统测量结果。测量结果见表4。
表4砝码全自动检定系统自动测量数据
| 砝码标称值/mg | 测量结果1/mg | 测量结果2/mg | 测量结果的平均值/mg | 两次测量结果 差值的绝对值/mg | 两次测量结果的 允许变化量/mg |
| 500 | 500.0128 | 500.0117 | 500.0123 | 0.0011 | 0.0063 |
| 200 | 200.0046 | 200.0022 | 200.0034 | 0.0024 | 0.0050 |
| *200 | 200.0053 | 200.0047 | 200.0050 | 0.0006 | 0.0050 |
| 100 | 100.0052 | 100.0071 | 100.0062 | 0.0019 | 0.0040 |
| 50 | 50.0031 | 50.0027 | 50.0029 | 0.0004 | 0.0030 |
| 20 | 19.9983 | 19.9976 | 19.9980 | 0.0007 | 0.0025 |
| *20 | 20.0042 | 20.0019 | 20.0031 | 0.0023 | 0.0025 |
| 10 | 10.0007 | 10.0002 | 10.0005 | 0.0005 | 0.0020 |
| 5 | 5.0025 | 5.0026 | 5.0026 | 0.0001 | 0.0015 |
| 2 | 2.0062 | 2.0067 | 2.0065 | 0.0005 | 0.0015 |
| *2 | 2.0034 | 2.0024 | 2.0029 | 0.0010 | 0.0015 |
| 1 | 1.0025 | 1.0029 | 1.0027 | 0.0004 | 0.0015 |
5.3砝码全自动检定系统测量数据的验证结果
通过比较砝码全自动检定系统与人工测量的结果,确认砝码全自动检定系统与人工测量结果的差值的绝对值小于砝码扩展不确定度的极限值,砝码全自动检定系统两次测量结果的差值小于对应砝码最大允许误差的1/4,可以确认砝码全自动检定系统对此套E2等级砝码的检测结果准确、可靠。比较结果见表5。
表5砝码全自动检定系统与人工测量结果的差值
| 砝码标称值/mg | 人工测量结果/mg | 检定系统自动测量结果/mg | 测量结果差值 的绝对值/mg | 扩展不确定度的极限值/mg(k=2) |
| 500 | 500.0161 | 500.0123 | 0.0038 | 0.008 |
| 200 | 200.0041 | 200.0034 | 0.0007 | 0.006 |
| *200 | 200.0061 | 200.0050 | 0.0011 | 0.006 |
| 100 | 100.0074 | 100.0062 | 0.0012 | 0.005 |
| 50 | 50.0027 | 50.0029 | 0.0002 | 0.004 |
| 20 | 19.9984 | 19.9980 | 0.0004 | 0.003 |
| *20 | 20.0034 | 20.0031 | 0.0003 | 0.003 |
| 10 | 10.0007 | 10.0005 | 0.0002 | 0.002 |
| 5 | 5.0025 | 5.0026 | 0.0001 | 0.002 |
| 2 | 2.0058 | 2.0065 | 0.0007 | 0.002 |
| *2 | 2.0022 | 2.0029 | 0.0007 | 0.008 |
| 1 | 1.0031 | 1.0027 | 0.0004 | 0.006 |
6、结束语
砝码全自动检定系统依据我国常见的毫克组砝码为片状的国情设计,不仅能够适用于片状砝码检定,而且能够用于圈型毫克砝码检定。适用于法定计量检定机构和开展砝码检测活动的专业检测实验室。此套设备针对E1等级砝码标准装置设计、研发,准确度较高,能够应用于E2等级及以下等级砝码的自动化检定。可满足省级法定计量检定机构,和大区级计量检定中心使用要求,并可根据该套系统,通过更换质量比较仪的方式,满足不同规格砝码检定的需求。对其他地市级计量检定机构和专业检测实验室,因砝码标准准确度较低,可适当降低质量比较仪准确度等级,降低设备成本。并可在后续过程中,基于上述检定系统结构,持续开发出适用于不同规格砝码检定的全自动检定系统。
该套全自动检定系统具备自动恒温、恒湿功能有效解决了部分计量检定机构不具备专业恒温、恒湿实验室,仅依靠空调控温,缺少有效的湿度控制手段,且因场地面积或实验室属租赁房屋等因素影响不具备改造条件,实验条件不能严格满足检定规程的问题。不仅突破了恒温、恒湿实验室的限制,也符合仪器自动化的发展趋势。
参考文献
[1] 中国国家标准化管理委员会.砝码:GB/T 4167-2011.北京:中国质检出版社,2011:10-31.
[2] 姚弘.砝码[M].北京:中国计量出版社,2007:39-41.
[3] 全国质量密度计量技术委员会.砝码计量检定规程:JJG99-2006.北京:中国质检出版社,2006:9-6.
[4] 张越,马京武.一种砝码检定方法、装置和系统: 2020105660569[P].2020-10-09.
[5] 张越,马京武.一种砝码检定设备及其加载装置: ZL202021148177.3[P].2020-12-29.
[6]王海涛,胡强,李冰莹.砝码检定数据采集、处理及报告生成系统:CN201811165647.4[P].2019-2-15.
[7] 苏祎,余培英,刘佳鑫.带辅助盘E2等级毫克组砝码组合检测数据的分析与研究[J].计量技术,2017(12):61-64.
[8]瞿青云.高精度砝码自动测量系统的研制[J].衡器,2020(1):37-38.
[9] 王连芳,砝码量值传递智能化自动检测系统的研究与实现[J].工业计量,2020(2):55-57.
[10] 王中禹,金礼南.计量检测中天平砝码检定误差原因与控制[J].科技创新与应用,2016(27):112-113.
[11] 邵菲,对计量检测中天平砝码检定误差原因与控制的思考[J].技术与市场,2018(012):172.
[12] 拉格加甫·英英,孜拜·帕夏尔汗.天平砝码检定误差原因分析[J].科技创新导报,2019(31):98-99.
[13] 李汉达,提高天平砝码检定准确性的措施[J].科学与财富,2019(18):230.
[14] 柴小丽,徐晓晖,李静.对计量检测中天平砝码检定误差原因与控制的思考 [J].装备维修技术,2019(3):12
[15]何开宇,王晓伟,王朝阳.一种用于砝码流水线检定的称重装置:CN201910429021.8[P].2019-07-23.








































 ,为区分被加载砝码A前后两次加载过程,以
,为区分被加载砝码A前后两次加载过程,以 r表示编号为
r表示编号为