![气囊抛光中接触力和接触面积同时控制的解决方案,500,322]()
摘要:针对目前气囊抛光设备中只能进行恒定加载力和在线调节气囊充气压力的局限性,本文提出了加载力和充气压力两个参数同时在线控制的解决方案,由此可实现气囊抛光过程中接触力和接触面积的实时控制,进一步提高气囊抛光的质量。~~~~~~~~~~~~~~~~~~~~~~~~
1. 问题的提出气囊抛光作为一种新兴的抛光工艺常用于自由曲面的抛光,气囊抛光主要通过控制柔性气囊内的气体压力(压强)使气囊能够与各种曲面稳定接触,当接触时间一定时即可实现材料去除量的可预测性,因此可以通过调节压力控制抛光效率和被抛光工件的表面质量。在实际应用中,气囊抛光技术要真正成为一种主动柔顺性抛光工具,不但要控制气囊内部压力来改变抛光过程中的接触面积,还需控制气囊抛光过程中的接触力。因此,气囊抛光技术中的两个重要控制参数分别是气囊内部气体压力和接触力大小。现有的各种气囊抛光设备中,一般是通过控制气囊内部压力来调节接触面积,并采用弹簧或其他柔性材料来使抛光过程中的接触力尽可能保持在一定范围内,很难对接触力进行在线控制。为此,基于气囊内部压力控制的同时,本文提出了一种接触力也能同时控制的解决方案,由此增强气囊抛光过程的在线控制,更能保证气囊抛光过程的平稳性和均匀性。2. 解决方案针对上述TEC温控装置具备的功能和相关指标,本文给出的具体实施方案如图1所示。
![气囊抛光工具接触力和气体压力控制系统结构示意图,500,503]()
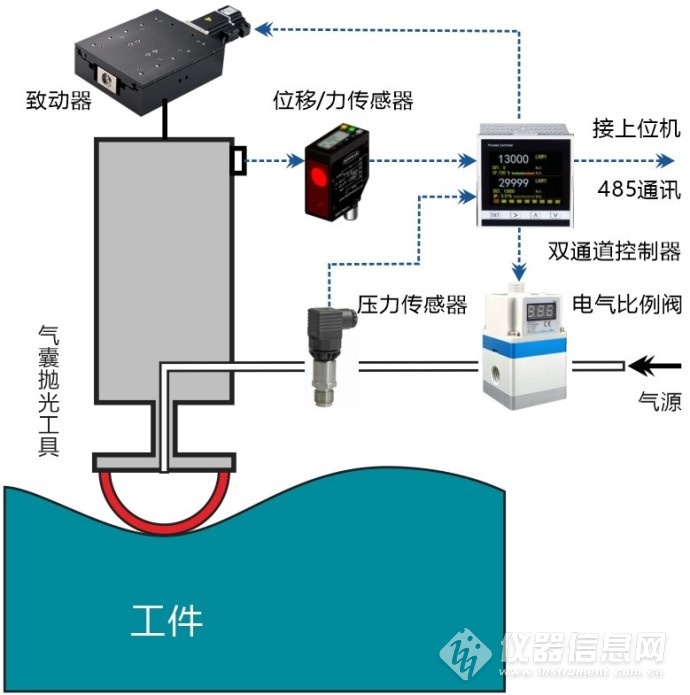
图1 接触力和气体压力控制系统结构示意图
解决方案的目的是实现对球囊抛光过程中的接触面积和接触力两个参量同时进行在线控制,即一是通过调节球囊内部气体压力来在线控制接触面积,二是通过调节气囊抛光工具的上下位移和伸缩来在线控制接触力。气体压力控制回路由压力传感器、电气比例阀和高压气源构成,位移控制回路由位移或接触力传感器和致动器构成,这两个独立回路由VPC2021-2双通道PID控制器进行控制。此双通道PID控制器具有很高的采集和控制精度,指标为24位AD、16位DA和最小输出百分比为0.01%,带通讯功能的PID控制器与上位机连接,自带软件也可用于独立调试运行。~~~~~~~~~~~~~~~~~~~~~~~~~