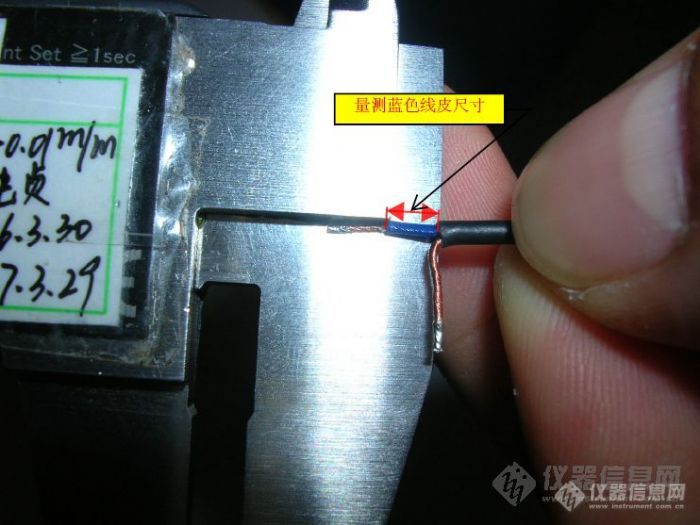
各位,看我们附图中量测耳机线外露尺寸方法:用卡尺量,所量测的部位比较短,接触面积小,测试部位又软。人和人之间测试差异很大。
他们是用手来固定量测部位,或者用卡尺本身测深度部分来固定测量部位,但是测量出结果后又要翻转卡尺看示值,可能会导致翻转时卡尺变化而导致示值变动!另外,目视判断量测尺寸的起点也很容易产生较大的偏差,产品公差为0.3/+0mm。这个尺寸在生产线是100%检查的。
这个尺寸,现在客户投诉尺寸不合格。客户是用投影仪量的。
现在领导要我主导去改进。因为我们按上述卡尺量测出来的方法重复性和再现性很差。测量结果得不到保证。
真头痛啊,这个尺寸在生产线上该怎么管控啊?有没有合适的长度类仪器可定购?边缘的起点就有刻度,同一边有数显值的量具啊。
![]()
![]()
![]()