
获得0积分,您同时完成了每日任务,有额外的积分奖励,请前往APP领取
立即前往
表1 助焊剂各组分初比例
助焊剂组分 | 活化剂 | 溶剂 | 松香 | 成膜剂 | 触变剂 | 其他添加剂 |
百分比(%) | 10 | 40 | 35 | 4 | 7 | 4 |
表22 B组松香配方
配方号 | 松香百分比(%) | 水白松香(g) | 全氢化松香(g) | KE-604松香(g) | 溶液总量(g) |
B0 | 0 | 0 | 0 | 0 | 6.5 |
B1 | 33 | 1.65 | 0.075 | 1.5 | 10 |
B2 | 37 | 1.85 | 0.16 | 1.69 | 10 |
B3 | 39 | 1.95 | 0.17 | 1.78 | 10 |
B4 | 41 | 2.05 | 0.18 | 1.87 | 10 |
B5 | 43 | 2.15 | 0.18 | 1.97 | 10 |
B6 | 45 | 2.25 | 0.19 | 2.06 | 10 |
图1 B组铺展测试情况
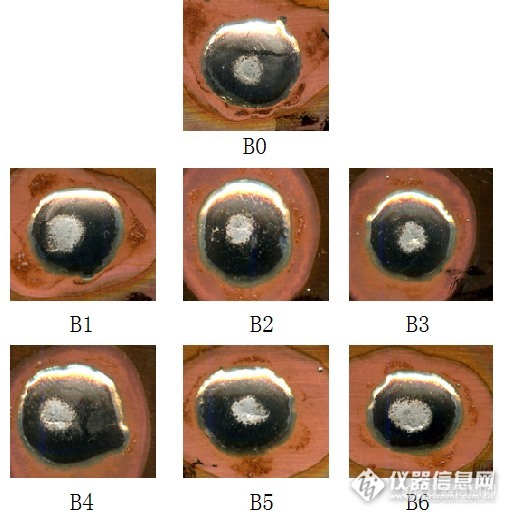
表3 B组铺展测试结果
配方号 | 松香百分比(%) | 铺展情况 | 铺展面积(mm2) |
B0 | 0 | 焊点不饱满,焊后残留成壳 | 63.384 |
B1 | 33 | 焊点饱满,焊后残留成壳 | 65.818 |
B2 | 37 | 焊点饱满,焊后残留成壳 | 66.243 |
B3 | 39 | 焊点不饱满,焊后残留成壳 | 66.442 |
B4 | 41 | 焊点饱满,有回缩 | 70.610 |
B5 | 43 | 焊点饱满,有回缩 | 70.122 |
B6 | 45 | 焊点不饱满,有回缩 | 71.229 |
图2 铺展面积柱状图(单位:mm2)
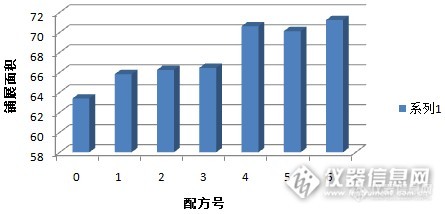
图3 B组塌陷测试情况(10倍)

表4 B组塌陷测试结果
配方号 | 松香百分比(%) | 塌陷情况 | 塌陷率 |
B0 | 0 | 印刷图形不完整、有粘连 | 0.10 |
B1 | 33 | 印刷图形不均匀,有粘连 | 0.15 |
B2 | 37 | 粘连情况有所减轻 | 0.06 |
B3 | 39 | 粘连情况有所减轻 | 0.06 |
B4 | 41 | 印刷图形不清晰 | 0.15 |
B5 | 43 | 印刷图形不清晰 | 0.15 |
B6 | 45 | 印刷图形不清晰 | 0.15 |











































