维权声明:本文为v3042675原创作品,本作者与仪器信息网是该作品合法使用者,该作品暂不对外授权转载。其他任何网站、组织、单位或个人等将该作品在本站以外的任何媒体任何形式出现均属侵权违法行为,我们将追究法律责任。
钎料及其助焊剂是现代电子工业用的关键连接材料之一,环保型无铅钎料及其助焊剂更是现代社会发展的趋势,因此,研究开发新一代电子工业用无铅钎料及与之配套使用的助焊剂具有十分重要的意义。根据无铅焊膏的板级封装要求,对原有SYS305无铅焊膏的配方进行改进,通过改变松香、活化剂的配比,松香、活化剂和表面活性剂的含量来探讨对焊膏性能的影响。
表面活性剂的主要作用是降低焊剂的表面张力,增加焊剂对焊粉和焊盘的亲润性、焊料的后段浸润性。在本实验中我们使用的是FT900高效表面活性剂。这种表面活性剂的性能优于含氟活性剂(如OP-10),并且在今后表面活性剂的研发中对氟含量的控制将越来越严格。
在本实验中,我们对表面活性剂的用量进行调整,用量每次增加0.05g,活化剂、松香都选取之前所做实验的最优量,命名为E组,具体配方见表1。
表1 E组调整表面活性剂的配方
配方号 | 溶剂(g) | 高效表面活性剂(g) | 助焊剂总量(g) |
E0 | 4 | 0 | 10 |
E1 | 4 | 0.05 | 10 |
E2 | 4 | 0.1 | 10 |
E3 | 4 | 0.15 | 10 |
E4 | 4 | 0.2 | 10 |
E5 | 4 | 0.25 | 10 |
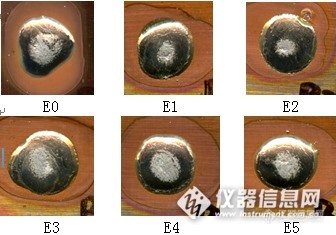
对E组进行铺展测试,铺展测试情况见图1。测试结果见表2。
![]()
图1 E组润湿测试情况
![]()
表2 E组铺展测试结果
配方号 | 表面活化剂百分比(%) | 铺展情况 | 铺展面积(mm2) |
E0 | 0 | 焊点形状不规则,有飞溅 | 66.421 |
E1 | 0.5 | 焊点形状规则,有回缩 | 80.804 |
E2 | 1 | 焊点形状规则,有气孔 | 94.368 |
E3 | 1.5 | 焊点形状规则,有飞溅 | 86.998 |
E4 | 2 | 焊点形状规则,无回缩、飞溅 | 80.821 |
E5 | 2.5 | 焊点形状不规则,有飞溅 | 73.740 |
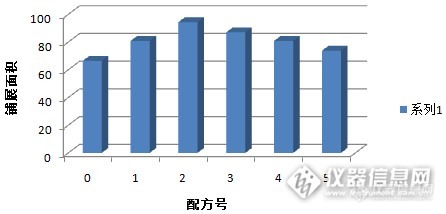
为了更加清楚直观地对上述6种助焊剂的铺展面积大小进行比较,因此画出柱状图,见图2。没有加入表面活性剂时表面张力较大,焊点形状不规则。随着表面活性剂比例的不断增加,焊点铺展面积先呈现递增趋势,在百分比为1%时达到最大面积;在百分比超过1%时焊点铺展面积逐渐减小。在百分比为0.5%—2%之间,铺展面积都相对较大,在2%时,焊点形状最为规则,并且无回缩、气孔和飞溅。
![]()
图2 铺展面积柱状图(单位:mm2)