维权声明:本文为T107283原创作品,本作者与仪器信息网是该作品合法使用者,该作品暂不对外授权转载。其他任何网站、组织、单位或个人等将该作品在本站以外的任何媒体任何形式出现均属侵权违法行为,我们将追究法律责任。
文/李初贤(华测团队)
人造板的质量检测可分为外观性能检测和内在性能检测。外观性能检测主要包括产品的外形尺寸及偏差、翘曲度、材质缺陷、加工缺陷、边缘不直度、两对角线差等,外观性能检测较简单,可以用目测或简单测量的方法。内在性能主要包括一般物理性能、力学性能和环保性能等。本文主要介绍人造板内在性能的检测方法。
1. 一般物理性能 人造板一般物理性能检测项目主要包括密度、含水率、吸水厚度膨胀率,检测原理及检测方法如表1。
| 检测项目 | 检测原理 | 检测方法 | 结果表示 |
| 密度 | 确定试件质量与其体积之比 | 1. 试件长l=(50±1)mm,宽b=(50±1);
2. 试件在(20±2)℃,(65±5)RH%条件下平衡处理至质量稳定;
3. 测量试件质量m,厚度t。 | Ρ=[img=,54,42]file:///C:\Users\MLDSZ0~1\AppData\Local\Temp\ksohtml\wpsDF3D.tmp.png[/img][img=,54,42]file:///C:\Users\MLDSZ0~1\AppData\Local\Temp\ksohtml\wpsDF4E.tmp.jpg[/img]1000
式中:
Ρ-密度,g/cm3;
m-质量,g;
l-长度,mm;
b-宽度,mm;
t-厚度,mm。 |
| 含水率 | 确定试件干燥前后质量差与干燥后质量之比 | 取m0g(不少于20g)试件,在温度(103±2)℃条件下干燥至质量恒重(前后相隔6h两次称量所得的试件质量差小于试件质量的0.1%),干燥后立即置于干燥器内冷却至室温,称质量mu。 | H=[img=,50,42]file:///C:\Users\MLDSZ0~1\AppData\Local\Temp\ksohtml\wpsDF5E.tmp.png[/img][img=,50,42]file:///C:\Users\MLDSZ0~1\AppData\Local\Temp\ksohtml\wpsDF5F.tmp.jpg[/img],
式中:
H-试件的含水率,%;
m0-试件干燥前的质量,g;
mu-试件干燥后的质量,g。 |
| 吸水厚度膨胀率 | 确定试件吸水后厚度的增加量与吸水前厚度之比 | 1. 试件长l=(50±1)mm,宽b=(50±1);
2. 必要时,试件在(20±2)℃,(65±5)RH%条件下平衡处理至质量稳定;
3. 测量中心点的厚度t1,浸于pH值为7±1,温度为(20±1)℃的水槽中,浸泡规定时间后,在原测量点测量厚度t2。 | T=[img=,34,42]file:///C:\Users\MLDSZ0~1\AppData\Local\Temp\ksohtml\wpsDF60.tmp.png[/img][img=,34,42]file:///C:\Users\MLDSZ0~1\AppData\Local\Temp\ksohtml\wpsDF71.tmp.jpg[/img]×100
式中:
T-吸水厚度膨胀率,%;
t1-浸水前试件厚度,mm;
t2-浸水后试件厚度,mm |
2. 力学性能 人造板力学检测项目主要包括内结合强度、表面结合强度、握螺钉力,静曲强度和弹性模量。
2.1 内结合强度2.1.1 检测原理
确定试件单位面积所能承受的垂直于板面的最大拉力载荷。
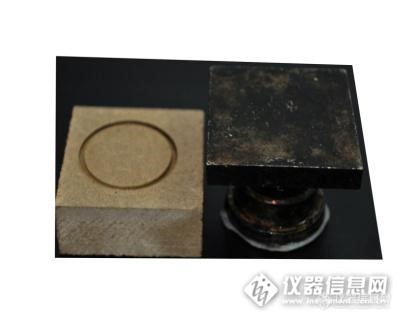
2.1.2 检测方法(如图1)
1) 试件在(20±2)℃,(65±5)RH%条件下平衡处理至质量稳定;
2) 试件长l=(50±1)mm,宽b=(50±1);
3) 用热熔胶等胶粘剂将试件和卡头粘结在一起,并再次放置在(20±2)℃ 相对湿度(65±5)% 条件下,胶接牢固后测量最大破坏力Fmax。
![]()
![]()
图1
2.1.3 结果表示
![]()
式中:
δ-试件内胶合强度,MPa;
Fmax-试件破坏时最大拉力,N;
l-试件长度,mm;
b-试件宽度,mm。
2.2表面结合强度2.2.1 检测原理
确定试件表面单位面积所能承受的垂直于板面的最大拉力载荷。
2.2.2 检测方法(如图2)
1) 试件在(20±2)℃,(65±5)RH%条件下平衡处理至质量稳定;
2) 试件长l=(50±1)mm,宽b=(50±1);
3) 在试件表面用铣刀铣一环形槽,内径为35.6mm~35.7mm,深度为(0.3±0.1)mm,用热熔胶均匀涂布在专用卡头上,直到胶冷却固化后,将试件装在试验机上进行破坏载荷的测试,,记录破坏载荷值F。
![]()
![]()
图2
2.2.3 结果表示
![]()
S-试件表面结合强度MPa;
F-试件表面层破坏时的最大载荷,N;
A- 试件与卡头粘合面积,1000mm2。
2.3握螺钉力2.3.1 检测原理
确定拔出拧入规定深度的自攻螺丝所需的力,可分为板面握螺钉力和板边握螺钉力。
2.3.2 检测方法
1) 必要时,试件在(20±2)℃,(65±5)RH%条件下平衡处理至质量稳定;
2) 试件长l=(75±1)mm,宽b=(50±1)mm;
3) 测定板面握螺钉力时,在试件表面中心点,测定板边握螺钉力时,在试件相邻两侧面中心点处测定,用规定的钻头在中心点钻导孔,深度为19mm,拧入规定规格的螺钉深度为(15±0.5)mm;试件厚度小于15mm时不测定板边握螺钉力;
4) 拧好螺钉后立即进行拔钉实验,测定最大载荷数。
2.3.3 结果表示
每个试件的板面握螺钉力是最大拔钉力,每个试件板边握螺钉力是2个螺钉最大拔钉力的算术平均值。
2.4静曲强度和弹性模量2.4.1 检测原理
静曲强度是确定试件在最大载荷作用时的弯矩和抗弯截面模量之比;弹性模量是确定试件在材料的弹性范围极限内,载荷产生的应力与应变之比。
2.4.2 检测方法(如图3)
1) 试件在(20±2)℃,(65±5)RH%条件下平衡处理至质量稳定;
2) 长:(20h+50)±2 mm,宽:(50±1)mm,试件长度≥150mm。
3) 测量试件中心点厚度t,将试样放在支架中间,中点在加载辊下方,跨距为试件公称厚度的20倍,最小为100mm,缓慢加载,绘制载荷-挠度曲线图,记录最大载荷,Fmax。
![]()
![]()
图3
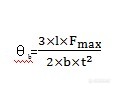
2.4.3 结果表示
![]()
式中:
θb-试件的静曲强度,MPa;
Fmax -试件破坏时最大载荷,N;
l-两支架间距离,mm;
b-试件宽度,mm;
t-试件厚度,mm。
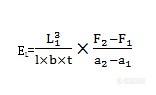
![]()
式中:
EL -试件的弹性模量;
l-两支架间距离,mm;
b-试件宽度,mm;
t-试件厚度,mm;
F2-F1-在载荷-挠度曲线中直线段内载荷的增加量,N;
a2-a1-试件中部变形的增加量,mm。
3. 环保性能 人造板环保性能主要涉及甲醛释放量,测定方法主要有干燥器法、穿孔萃取法、1m3气候箱法和气体分析法。干燥器法适用于胶合板、装饰单板贴面胶合板、细木工板等;穿孔萃取法适用于中密度纤维板、高密度纤维板、刨花板、定向刨花板等;1m3气候箱法由于测试周期长,耗费人力物力,主要适用于饰面人造板(包括浸渍纸层压木质地板、实木符合地板、竹地板、浸渍胶膜纸饰面人造板等),但仲裁时应采用气候箱法。相对于气候箱法,气体分析法是一种快速经济的甲醛测试方法,适用于所有人造板的甲醛释放测试。
3.1 干燥器法3.1.1 检测原理
在一定温度下,把已知表面积的试件放入干燥器,试件释放的甲醛被一定体积的水吸收,测定24h内水中的甲醛含量。
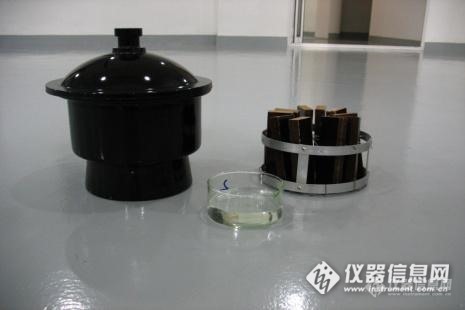
3.1.2 检测方法(如图4)
1) 试件在(20±2)℃ 相对湿度(65±5)% 条件下放至质量恒定;
2) 试件尺寸:长l=(150±1.0)mm,宽(50±1.0)mm;试件的总表面积包括侧面、两端和表面,应接近1800cm2,据此确定试件数量;
3) 甲醛的收集:将锯切好的试件置于9~11L干燥器中,干燥器底部放置盛有300ml蒸馏水的结晶皿,干燥器在(20±0.5)℃下放置24h±10min,蒸馏水吸收从试件中释放出的甲醛;
4) 甲醛质量浓度测定:准确吸取25ml上述溶液到100ml带塞三角烧瓶中,并量取25ml乙酰丙酮-乙酸铵溶液(150g乙酸铵、3mL冰乙酸、2mL乙酰丙酮溶于1L蒸馏水),摇匀。置于(65±2)℃的水槽中加热10min,避光存放1h,紫外分光光度计测量412nm波长处的吸光度;根据预先绘制好的标准曲线,计算出甲醛的浓度,单位为毫克每升。
![]()
图4
3.1.3 结果表示
C=f×(As-Ab)×1800/A
式中:
C-甲醛质量浓度,mg/L;
f-标准曲线斜率,mg/mL;
As-甲醛溶液的吸光度;
Ab-空白溶液的吸光度;
A-试件表面积,cm2。
3.2 穿孔萃取法3.2.1 检测原理
甲苯溶剂将一定质量试件中的甲醛萃取出来转溶于水中,测定水中甲醛的含量,再计算出单位质量试件中甲醛含量。
3.2.2 检测方法(如图5)
1) 试件在(20±2)℃ 相对湿度(65±5)% 条件下放至质量恒定;
2) 试件长:25mm,宽:25mm;厚度为板厚,质量约为500g,其中100g用于含水率H的测定;
3) 称取m0g(约110g)试件,穿孔萃取仪中与甲苯共热,甲苯转溶于水中;准确吸取10mL萃取液和10mL乙酰丙酮(体积分数0.4%)、10mL乙酸铵溶液(质量分数20%)混合均匀,在(60±1)℃的水槽中加热10min,避光存放约1h,紫外分光光度计测定412nm出吸光度As,同时测定空白浓度Ab。
![]()
图5
3.2.3 结果表示
![]()
式中:
E-每100g试件含有甲醛毫克数,mg/100g;
As-萃取液吸光度;
Ab-空白液吸光度;
f-标准曲线的斜率,mg/mL;
H-试件含水率,%;
M0-用于萃取的试件质量,g;
V-容量瓶体积,2000mL。
3.3 1m3气候箱法3.3.1 检测原理
将1m2表面积的样品放入温湿度、空气流速和空气置换率控制在一定值的气候箱内,甲醛从样品中释放出来,与箱内空气混合,定期抽取箱内空气,蒸馏水吸收所抽气体中全部的甲醛,测定浓度,测定抽取气体的体积,计算出每立方米空气中的甲醛量。周期性抽气,直到气候箱空气甲醛质量浓度达到稳定状态为止。
3.3.2 检测方法(如图6)
4) 试件在(23±1)℃、相对湿度(50±5)%条件下放置(15±2)d,平衡处理后,采用不含甲醛的铝胶带封边;
5) 试件封边后1h内放入气候箱;从第2天到第5天每天取样2次,每次取样试件间隔应超过3h;若前3天已达到稳定状态(最后4次的甲醛浓度平均值与最大值或最小值之间的偏差值低于5%或低于0.005mg/m3),可停止取样。如果前5天没有达到稳定状态,取样次数应降低到每天1次,直到达到稳定状态,或者连续测试28d,然后停止测试。
6) 甲醛质量浓度定量方法:准将两个吸收瓶的溶液充分混合,确吸取10mL上述溶液和10mL乙酰丙酮(体积分数0.4%)、10mL乙酸铵(质量分数20%)溶液混合均匀,在(60±1)℃的水槽中加热10min,避光存放约1h,紫外分光光度计测定412nm出吸光度As,同时测定空白浓度Ab。
![]()
图6
3.3.3 结果表示
G= f×(As-Ab)×Vsol
式中:
G-吸收液中甲醛含量,mg;
f-标准曲线斜率,mg/mL;
As-甲醛溶液的吸光度;
Ab-空白溶液的吸光度;
Vsol-吸收液体积,mL。
C=G/Vair
式中:
C-甲醛释放量,mg/m3;
G-吸收液中甲醛含量,mg;
Vair-抽取的空气体积(校准到标准温度23℃时的体积),m3。
3.4 气体分析法3.4.1 检测原理
将一定表面积的试件放入规定温度、湿度、压力和空气流量的测试室中,试件在测试室中释放的甲醛气体与空气充分混合,并被与测试室相连的吸收瓶中的吸收液充分吸收,再以分光光度法测定吸收液中甲醛浓度。根据吸收液中甲醛浓度、吸收时间和试件的暴露面积计算甲醛释放量,单位用mg/(m3·h)表示。
3.4.2 检测方法(如图7)
1) 试件尺寸:400mm 50mm 板厚(用于测试甲醛释放量),5mm 25 板厚(用于测定含水率),取完样后立即密封于乙烯树脂袋中室温保存;
2) 用不含甲醛的铝箔胶带将试件封边后放入测试室中开始采用,每组吸收瓶吸收采样试件为1h,4组串联吸收瓶吸收采样连续自动切换。采样结束后,分别将每组吸收瓶中的吸收液移至250mL容量瓶中,定容至刻度线;
3) 甲醛质量浓度定量方法:准将两个吸收瓶的溶液充分混合,确吸取10mL上述溶液和10mL乙酰丙酮(体积分数0.4%)、10mL乙酸铵(质量分数20%)溶液混合均匀,在(60±1)℃的水槽中加热10min,避光存放约1h,紫外分光光度计测定412nm出吸光度As,同时测定空白浓度Ab。
![]()
图7
3.4.3 结果表示
![]()
Gi-试件分别在第1、2、3、4小时甲醛释放量,mg/(m3·h);
As-萃取液吸光度;
Ab-空白液吸光度;
f-标准曲线的斜率,mg/mL;
V-容量瓶体积, mL;
F-封边后试件的暴露面积,m2。
如果G1小于G2,则:
![]()
如果G1大于等于G2,则:
![]()
Ĝ-试件甲醛释放量,mg/(m3·h)。
4.结语 由于人造板产品种类繁多,使用条件各异,人造板质量控制应根据产品类型及相应的使用条件和特定的要求(如甲醛测试)选择相应的测试项目,以更好地满足要求。同时,随着人们生活水平的提高,人造板作为广泛用于家具建材的基础材料,人们对其质量的要求也在不断提高,随之而来的是相应的测试标准更新步伐加快,检测技术趋于规范、准确。CTI建议企业及时关注相关的标准更新或选择专业的第三方实验室帮助测试产品,更好地控制产品质量,满足客户需求。