铬镍奥氏体不锈钢焊缝铁素体含量测量的三种方法之比较 Lylsg555一.简述:
在石油化工方面所使用的压力容器及容器配件,多是不锈钢焊接或不锈钢复层、堆焊制成。这样焊接裂纹,耐腐蚀性和熔敷金属的脆化性就影响着产品使用性能和寿命。
通常情况下,装载不同介质的不锈钢容器的焊接要求控制不同的铁素体含量。如从焊接性的来说,一般要求铁素体大于5%,从抗腐蚀性能来说,一般介质中铁素体含量在8%为适宜,另外从机械性能的角度来说,特别在高温下工作的焊缝,以小于5%为宜,否则将产生不锈钢内部组织的脆化,致使产品的出现焊缝开裂等问题。
由此可见,在不锈钢焊接生产和科研中,均需准确地控制和测量焊缝或熔敷金属的铁素体含量,以保证产品的合格。现有的测量方法有三种形式,即金相、仪器和查图法。
二.测量铁素体的三种方法及比较:
1.金相测量法:
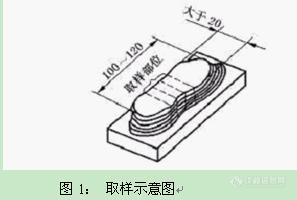
金相测量法是将焊接部位通过取样,磨制、抛光、腐蚀后在显微镜下进行观察。根据GB/T1954-2008的规定,焊缝金属必须是从产品所带供检验用的试板至少取6个金相试样,取样的尺寸、部位见图1
![]()
试样观测面按常规金相进行研磨和抛光,机械抛光要求不存在金属表面紊乱层的光洁镜面为合格,电解抛光则以得到无任何磨痕和不破坏铁素体的完整性为准。抛光完成后,用化学法或电解侵蚀法来显示其铁素体,最后在显微镜下进行测量
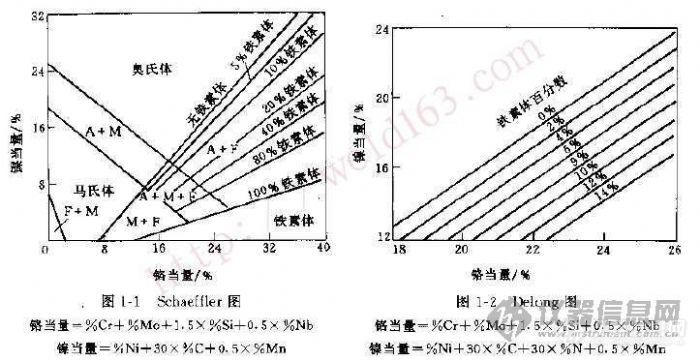
测量的方法有2种:割线法和图谱比较法见图2。一般以割线测量法为准,图谱比较法属半定量分析,只能给出铁素体含量的大概范围。
![]()
![]()
金相法可通过显微镜直观地观察到铁素体的分布,其含量。但在制样方面要求严格,尤其是在试样的抛制过程,要花费很长的时间,反复操作,才可以达到良好的观测效果,在试样的电解、侵蚀过程要把握好时间,温度和电流的影响,否则观测效果不好。