序:周日休息来论坛看见写原创得“绿色猪猪”的手电,

很想要这个绿色哦,于是写下此原创,
文章写的匆忙,不妥之处欢迎广大版友批评指正。
现场硬度检测所需注意的几点lylsg555 金属硬度检测普遍用于机械、石油、化工和冶金等行业的产品制造中。而在制造过程中,常常会有一些大型工件如滚轴、锻件、法兰以及容器焊接热处理后的焊缝硬度,因尺寸、重量等条件限制或者现场材料混淆,室内的台式硬度计无法进行检测或无条件检测时,那么这就需要用到便携式硬度计来进行现场的硬度检测。
![]()
(现场硬度中的法兰测试)
现场硬度计一般有几种,如:锤击布氏硬度计、回弹布氏硬度计和里氏硬度计等等,锤击布氏硬度计、回弹布氏硬度一般使用起来有些繁琐,且对于一些产品的死角检测不到,如容器中与管子接口的脚焊缝等,所以先普遍使用里氏硬度计的较多。
![]()
(锤击布氏硬度计)
![]()
(便携式里氏硬度计)
下面以里氏硬度计来简要说下现场中的硬度检测
一.检测前设备的检查,
1.便携式硬度计为充电模式,因此要进行开机电源的检查,虽然一些设备标明可持续工作40-50小时,但由于使用仪器打印,背光等功能较为费电,所以仪器在使用前应该做好电源量的检查。
2.进行硬度计的数值校验,在检测工件前应对其仪器所带的标准硬度块进行硬度试验,来确定硬度数据的准确,一般情况下硬度数值有些偏差,基本相差个(+/-)10HLD(HLD里氏硬度值)左右。如果在测试中偏差很大,就要对其硬度块或硬度计进行计量检验了。
![]()
(做硬度块的硬度校正)
二,现场测试:
1. 到现场后,首先要确认工件的温度是否是在常温状态下,因为硬度计的工作条件为0-40度左右,有些工件刚退火或者刚切削完,这是不能马上检测,会对硬度计造成伤害,对硬度值也有影响。前2年,我们单位给某液化气站的气罐检修时,焊缝刚退完火,没彻底冷却,就立马上硬度检测,结果硬度计没搞2下,数据都乱套了。
2.对工件周围的环境要看下,有没有强磁场、腐蚀性介质、振动敲击和粉尘飞扬,这些都不利于硬度的检测。比如振动吧,你在这边测,他在另一头敲工件,这样打出来的硬度值高低不等,不准确。腐蚀性介质和粉尘对硬度计都有伤害。
3.由于工件的测试部位表面有油污、氧化皮、车削或冷加工等状态时要进行打磨,清理,被测面应达到露出金属光泽面,平整,光滑。打磨工具一般可用角向磨光机(手砂轮)、平锉或砂纸等。
表面的处理很重要,搞的不好会影响硬度数据,那么你一般可以采用用角向磨光机磨制,比较快,磨制后,可用砂纸稍微打磨即可,操作方便。
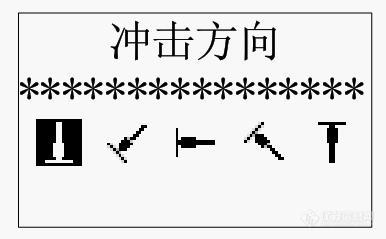
4.开始测试,根据测试的工件材质,选择与硬度计上相应的材质,然后选择测定次数,现在一般都是一个测试面测3点。选择硬度制,是布氏,洛氏、维氏还是里氏,还要选择硬度的冲击方向。
硬度的冲击方向的选择是很关键的
![]()
不同的方向,测出的硬度值是不一样的,我们有时候再测试中,往往是测定不同方向时忘记选择硬度计上的方向,结果就造成了硬度值的偏差。
比如现在应该测的方向是
![]()
而硬度计上却显示的是
![]()
并没更改,结果可想而知,所以在现场硬度测试中,这点要特别注意的。
5.硬度测试完后,应立即关闭电源,然后取下冲击装置,用软布擦净,收好
这时你也可以根据硬度计主机的用电显示情况给其充电,这样在每次使用时就确保了电量的充足。








































 而硬度计上却显示的是
而硬度计上却显示的是










 一定让他给我绿色的
一定让他给我绿色的

