维权声明:本文为lylsg555原创作品,本作者与仪器信息网是该作品合法使用者,该作品暂不对外授权转载。其他任何网站、组织、单位或个人等将该作品在本站以外的任何媒体任何形式出现均属侵权违法行为,我们将追究法律责任。
简述金属夏比冲击试验对试样的要求
lylsg555
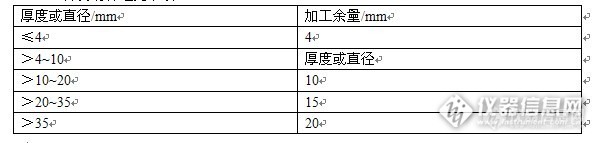
金属夏比冲击试样方法是检测金属产品力学性能的重要手段之一,广泛用于评定金属材料在冲击载荷下的韧脆特性。冲击试样的制备和尺寸对试验结果影响十分明显,因此对样品的切取、试样的加工、缺口的形状及尺寸和精度都有严格的要求。在GB/T2975和GB/T229中都做了明确的规定,为此结合二个标准对冲击试样的要求做以简要的归纳和总结。一、冲击样坯的切取: 标准中规定,冲击试样的样坯切取应该按GB/T2975和其他产品标准执行(如焊接接头的样坯按GB/T2649中的规定来执行)。 在金属产品不同方向,不同位置截取冲击试样时,它的实验结果也会有着较大的差异,尤其是对截面尺寸较大的材料如型钢,板材等,因此为了更好的、客观的反映材料的冲击性能,获得可靠的试验结果,必须对取样的部位和方向做统一的规定。由于产品的种类多,尺寸差异和用途不同,因此对于特殊产品按一些技术协议规定取样外,都规定采用GB/T2695的国家标准来执行。1、样坯切取的加工余量 切取的样坯要不影响其性能的标记,保证能够识别取样的位置和方向。在切取时要防止过热,加工硬化的现象,尤其是火焰切割的高温会影响到切割处的力学性能,所以在制取样坯时要留有适当的加工余量,以免影响其冲击性能,所以标准中制定出如下的余量要求: a)热切割(火焰切割)所留的余量为:≥材料厚度或直径,最小不得少于20mm。当材料厚度或直径>60mm,切割余量双方协商后可适当减小。 b)冷剪切样坯见下表:![]()
2、取样位置
a)原材料的取样位置:
GB/T2975给出了型钢、条钢、钢板和钢管的冲击试样取样位置,并且给出了如要求所取试样不止一个时,可在规定位置相邻处取样的规定,各类型钢的取样位置图,大家可以参见GB/T2975这个标准,这里只简单介绍几个常用类型。
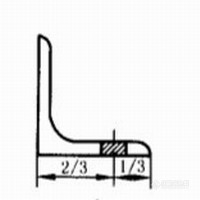
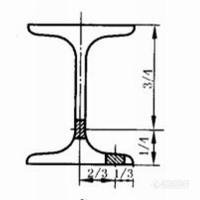
l型钢![]()
![]()
L
型钢 工字钢 这类型钢应在腿长1/3处取冲击样坯。
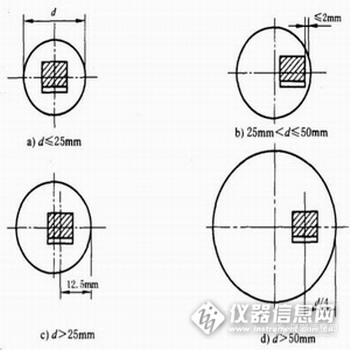
l条钢(圆钢) 在圆钢上切取冲击样坯时,根据其直径来进行选择,见图。![]()
l钢板
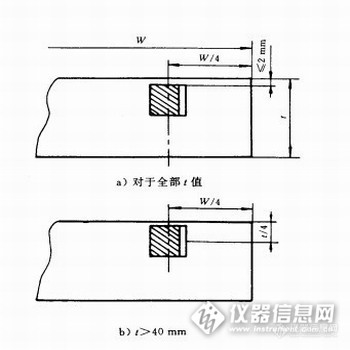
在钢板宽度的1/4处取冲击样坯,对于纵轧制板,产品无规定取样方向时,应横向取样坯,如果宽度不够,样坯中心可以内移,见图。
![]()
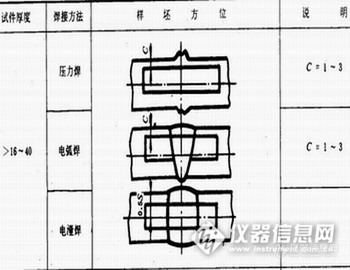
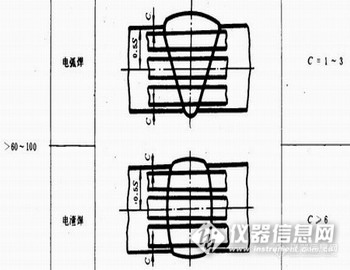
a)焊接接头的取样位置: GB/T2649《焊接接头机械性能试验取样方法》对金属材料熔焊焊接接头冲击的取样做了详细规定,大家可以参见GB/T2975这个标准,这里只简单介绍几个常用类型,见图表,表中的C为焊缝表面至样坯边缘的距离,S为试件厚度。![]()
![]()
二、冲击试样:
根据冲击试样的形状和尺寸,GB/T229中规定了3种标准的夏比冲击试样:V型缺口、深度2mm的U型缺口和深度5mm的U型缺口试样。
![]()
图为V型冲击试样
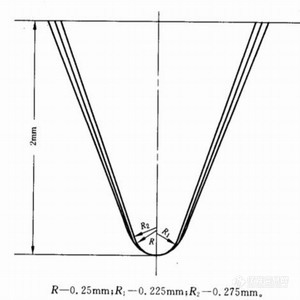
1.试样尺寸 不论是V型缺口还是U型缺口冲击试样,其名义尺寸是统一的。这三种标准试样的尺寸是:试样长度为55mm(公差+/-0.60mm),横截面(高x宽)为10mmx10mm。 另外对于一些试验材料如薄板,小型材等尺寸受到限制,也可以加工成小试样,标准中规定了厚度在10mm以下时,可采用7.5mm、5mm、2.5mm的小尺寸试样。2.试样缺口 试样缺口为V型和U型,尺寸有三个参数:缺口根部曲率半径、缺口深度和缺口角度。a)V型缺口试样 标准中对V缺口的3个参数有明确规定,缺口根部曲率半径为0.25mm、缺口深度2mm、缺口角度为45°。![]()
图为V型缺口剖面图
三个参数对试验结果因偏差和材料韧性是有影响的,其中缺口曲率半径影响最大,缺口深度的影响较明显,缺口角度的影响稍弱些。所以缺口根部的是加工要精细,底部应保证光滑无加工痕迹,表面粗糙度优于Ra5μm。
a)深度2mm的U型缺口和深度5mm的U型缺口试样
夏比U型缺口冲击试样目前使用不多,由于缺口根部的曲率半径较大,应力状态对塑性变形的约束比V型缺口的要小,主要用于韧性低的材料。U型缺口的缺口根部曲率半径、缺口深度和缺口角度尺寸在GB/T229中也详细的给出,这里就不在重述了,大家可以参考看标准。
一、试样缺口的加工和检查:
试样缺口的形状和尺寸对整个试验结果的影响很明显,缺口类型或缺口深度不同,由于应力状态不同而引起脆化的倾向有差异,首先为缺口根部曲率半径、其次为缺口深度和缺口角度。尤其是V型缺口试样根部曲率半径小,试验的冲击力会引起严重的应力和应变集中,敏感性强,因此提供合理的加工工艺以保证V型缺口的形状和尺寸最为关键。
缺口的加工方式有光学投影磨床的定型砂轮磨制、铣床加工、拉床加工和线切割加工。这几种方法当采用正确的加工工艺时,均能达到标准规定的要求。有关文献介绍,国内的一些单位对以上的加工方法进行了研究,这几种方法对V型缺口的残余应力影响不是很大,测试的数据结构接近,最理想的应该为光学磨床加工,无论是精度、尺寸都达到很满意的效果。各试验部门应根据自身条件选择合适的加工设备来保证冲击试样的精度。
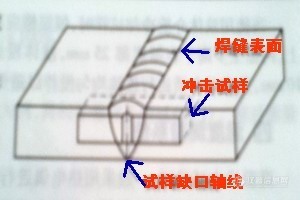
焊接接头的试样形状和尺寸与标准试样相同,但其缺口轴线应当垂直于焊缝表面。为清楚显示焊缝,开缺口前,可用硝酸酒精等试剂浸蚀,然后划线。![]()
焊接接头试样的加工
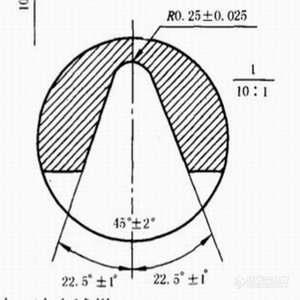
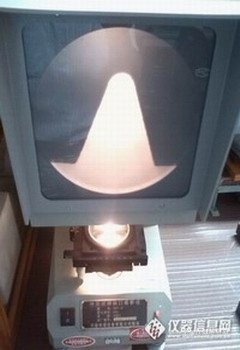
试样缺口的检查: 对于缺口形状和尺寸的检查主要还是包括缺口根部的曲率、深度半径和缺口角度,关键是V型缺口的检查,现有效的方法为将带有公差带的缺口绘制成放大图,50倍,将试样放入投影仪上检查。![]()
相切圆法冲击试样缺口公差带放大图
曲率半径的检查方法是将试样放入投影仪中,将加工的试样缺口弧底部与相切圆放大图弧底部对准后,来检查出试样缺口根部曲率半径是否合格;缺口深度的检查是用相切圆公差带放大图中的圆弧顶点作为测量的基准点测量缺口深度;缺口角度的检查应保证角度在(45°+/-2°)之内,并且为保证缺口的对称性,缺口两边对于中心线的角度为(22.5°+/-1°)。
![]()
图为试样缺口检查投影仪
目前,大多数的冲击试样缺口的检查都使用投影仪的方式来进行,投影仪作为缺口的检查仪器,方便快捷,准确,但要注意的是作为光学仪器,应及时进行计量方面的校验,以此来保证试样缺口的正确性。