维权声明:本文为m3221506原创作品,本作者与仪器信息网是该作品合法使用者,该作品暂不对外授权转载。其他任何网站、组织、单位或个人等将该作品在本站以外的任何媒体任何形式出现均属侵权违法行为,我们将追究法律责任。
摘要:针对目前普通真空烘箱在干燥细粉中存在污染系统和扬尘排出等安全隐患问题,特别是针对客户提出的真空干燥箱技术改造要求,本文提出了烘箱真空度程序控制的解决方案。解决方案的核心是要实现真空烘箱的受控冲洗和排放循环,更重要的要使烘箱真空度随时间有个缓慢且可控的变化过程,而这个变化过程可根据不同干燥细粉工艺进行任意设定。本文还详细介绍了解决方案中相应配套装置的关键技术参数和功能。~~~~~~~~~~~~~~~~~~~~~~~~~~~~
一、问题的提出真空干燥是一种将物料置于真空负压条件下,并适当通过加热达到负压状态下的沸点或者通过降温使得物料凝固后通过溶点来干燥物料的干燥方式。常见的干燥器类型主要包括托盘、流化床、喷雾、旋转和真空烘箱干燥器等。
真空干燥过程是在与真空泵相连的密闭腔室内进行,而真空烘箱则是利用温度和真空压力的平衡来降低腔室内和被干燥产品的湿度。该技术是用于热敏、吸湿和/或有毒粉末和颗粒的最常见的实验室、研究和工业干燥。常用干粉的行业包括:制药、食品加工、塑料和化学加工。
对于细粉的真空干燥,常出现的问题之一是无论采取何种类型的干燥设备,干粉都会在干燥机内的各个位置或真空泵等下游工艺设备中堆积成块状或层状物,从而影响真空泵的正常运转和使用寿命。如果细粉从真空泵中排出,还会引起其他潜在的危险问题出现。
最近有真空烘箱厂家明确提出要对现有的真空烘箱进行技术升级,要求我们提供相应的技术配套措施以彻底解决真空烘箱在干燥细粉过程中出现的上述问题。本文将对相应的解决方案进行详细介绍,解决方案的核心是要实现真空烘箱的受控排放,使烘箱真空度有个缓慢且可控的变化过程。本文还详细介绍了解决方案中相应配套装置的关键技术参数和功能。
二、解决方案在真空干燥细粉的工艺中不产生扬尘和堆积成块的现象,需要采取两方面的措施:
(1)控制排放:在真空箱体内引入少量干燥空气或氮气以去除箱体内的水蒸气,也可以同时进行加热,这样通过排气/进气的循环冲洗会有助于加快干燥过程。但在干燥细粉时,如果不控制排气,此过程也可以冲洗掉细粉,因此要采用精密可控的抽气阀来进行微小排气流量控制。
(2)控制真空:干燥过程的真空度变化一定要精密可控,特别是随着干燥时间的延长,真空度变化越要缓慢,以避免可能产生扬尘并被带到干燥机外的空气中。
由此可见,解决细粉真空干燥问题的关键是要实现真空度的程序控制,真空度控制程序包括线性变化和恒定两种,而且控制程序可以任意设定,由此可进行各种不同的真空干燥工艺。
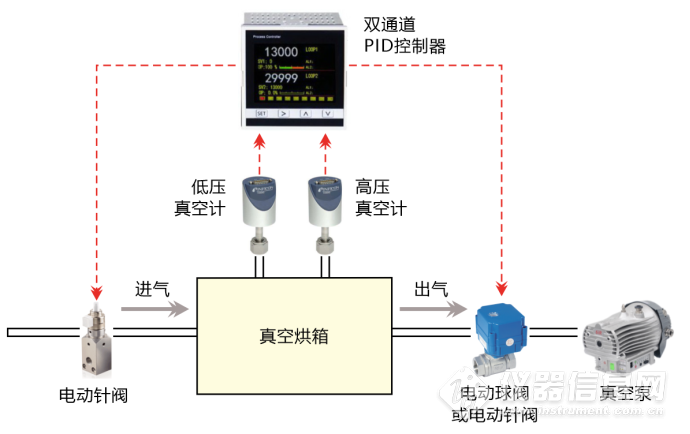
按照真空度程序控制思路设计的真空烘箱技术改造方案如图1所示,整个真空控制系统主要包括进气电动针阀、排气电动球阀、真空计、可编程PID控制器和真空泵,PID控制器分别调节进气针阀和排气球阀的开度大小来实现箱体内真空度按照设定程序进行变化。
![01.干燥箱真空线性控制系统结构示意图]()
图1 真空烘箱可编程真空度控制系统结构示意图
对于细粉干燥过程的真空度控制,关键是要使得真空度按照某个设定的速率进行变化,该速率将在较长的一段时间内(如10-20分钟)将烤箱内的真空度从大气压缓慢降低到所需的低压压力。所谓速率是单位时间内的变化量,如 10Torr/min 斜率代表真空度在1分钟内逐渐变化10Torr 。对于我们一位客户的干燥粉末工艺,他们选择了大约 -150 Torr/min 的降压速率,他们将从 750 Torr 开始,一分钟后压力达到 600 Torr,然后下一分钟达到 450 Torr等,直到达到他们设定的目标压力。在目标压力达到后,也可以继续在目标压力处进行自动恒定控制。这样,通过这种自动化的真空度控制方式,可确保在干燥过程中粉末不会进入真空泵。
此细粉干燥工艺用真空度控制系统具有以下特点:
(1)普通细粉干燥工艺对最终达到的真空度要求并不是很高,真空度变化范围一般也只在10Torr~1个大气压的区间内,这时的真空度控制系统只需配备一只真空计就可覆盖所需压力变化范围。如果要求在更高的真空度下进行干燥,如0.1Torr~1个大气压范围,如图1所示,控制系统则需要配备两只真空计才能实现全量程真空度的精密测量和控制。
(2)所用的真空度控制器是一台高精度的双通道控制器,每个通道都具有独立的PID自动控制功能。每个通道都是24位AD和16位DA,双精度浮点运算和最小输出百分比为0.01%。控制器具有RS485通讯和标准MODBUS协议,配备的测控软件,可遥控操作和存储显示测试曲线。
(3)在如图1的真空度控制系统中,分别在进气口和排出口出配备的电动针阀和电动球阀,控制器自动调节针阀和球阀的开度来实现真空度的精密控制。在低压范围的真空度控制过程中,一般是将负责下游排气的电动球阀调节为始终的全开状态,通过电动针阀来调节进气流量实现真空度控制;在高压范围的真空度控制过程中,一般是将负责上游进气的电动针阀调节为某一开度并保持固定不变,通过下游的电动球阀来调节排气流量实现真空度控制。另外,这里所配备的电动针阀和电动球阀都属于高速阀门,从全闭到全开用时都小于1秒以内,非常适合真空度的动态控制需要,采用0~10V或4~20mA模拟信号可以直接驱动这两种电动阀门,且这两种阀门都有较低的真空漏率,适用于各种密闭设备的高真空要求。
总之,本文所述的可编程真空度控制解决方案技术成熟很高,经过了大量试验,验证了此方案的可行性和可靠性,真空度控制精度可以很轻松的达到±1%以内,可彻底解决真空烘箱中干燥细粉所带来的扬尘和结垢问题,此方案也已在众多其他真空设备和工艺中得到了应用。
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~