获得0积分,您同时完成了每日任务,有额外的积分奖励,请前往APP领取
立即前往
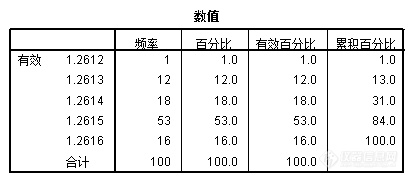
| 序号 | 密度 | 序号 | 密度 | 序号 | 密度 | ||
1 | 1.2614 | 11 | 1.2615 | 21 | 1.2614 | ||
2 | 1.2614 | 12 | 1.2613 | 22 | 1.2613 | ||
3 | 1.2615 | 13 | 1.2613 | 23 | 1.2614 | ||
4 | 1.2615 | 14 | 1.2613 | 24 | 1.2615 | ||
5 | 1.2615 | 15 | 1.2614 | 25 | 1.2615 | ||
6 | 1.2614 | 16 | 1.2615 | 26 | 1.2616 | ||
7 | 1.2615 | 17 | 1.2615 | 27 | 1.2614 | ||
8 | 1.2613 | 18 | 1.2615 | 28 | 1.2614 | ||
9 | 1.2615 | 19 | 1.2615 | 29 | 1.2615 | ||
10 | 1.2615 | 20 | 1.2615 | 30 | 1.2614 | ||
序号 | 密度 | 序号 | 密度 | 序号 | 密度 | ||
31 | 1.2615 | 41 | 1.2614 | 51 | 1.2615 | ||
32 | 1.2615 | 42 | 1.2614 | 52 | 1.2615 | ||
33 | 1.2613 | 43 | 1.2614 | 53 | 1.2616 | ||
34 | 1.2614 | 44 | 1.2614 | 54 | 1.2615 | ||
35 | 1.2615 | 45 | 1.2616 | 55 | 1.2615 | ||
36 | 1.2613 | 46 | 1.2616 | 56 | 1.2615 | ||
37 | 1.2615 | 47 | 1.2616 | 57 | 1.2616 | ||
38 | 1.2615 | 48 | 1.2615 | 58 | 1.2615 | ||
39 | 1.2614 | 49 | 1.2615 | 59 | 1.2615 | ||
40 | 1.2613 | 50 | 1.2615 | 60 | 1.2614 | ||
序号 | 密度 | 序号 | 密度 | 序号 | 密度 | 序号 | 密度 |
61 | 1.2616 | 71 | 1.2616 | 81 | 1.2615 | 91 | 1.2613 |
62 | 1.2615 | 72 | 1.2616 | 82 | 1.2615 | 92 | 1.2612 |
63 | 1.2615 | 73 | 1.2616 | 83 | 1.2615 | 93 | 1.2615 |
64 | 1.2615 | 74 | 1.2616 | 84 | 1.2615 | 94 | 1.2613 |
65 | 1.2615 | 75 | 1.2614 | 85 | 1.2615 | 95 | 1.2615 |
66 | 1.2615 | 76 | 1.2615 | 86 | 1.2615 | 96 | 1.2616 |
67 | 1.2615 | 77 | 1.2615 | 87 | 1.2615 | 97 | 1.2616 |
68 | 1.2616 | 78 | 1.2615 | 88 | 1.2615 | 98 | 1.2615 |
69 | 1.2615 | 79 | 1.2615 | 89 | 1.2614 | 99 | 1.2616 |
70 | 1.2615 | 80 | 1.2616 | 90 | 1.2613 | 100 | 1.2613 |
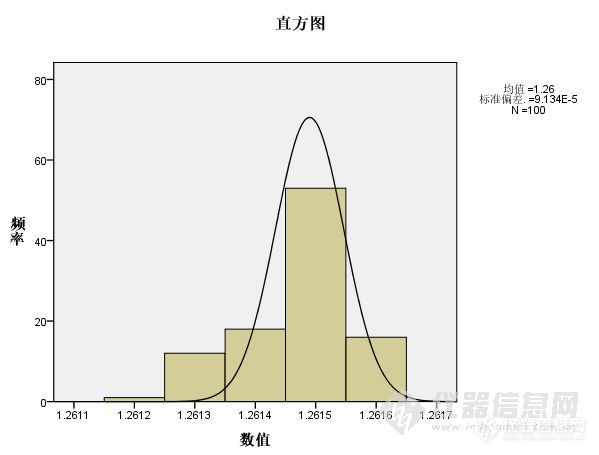
| N | 全距 | 极大值 | 极小值 | 均值 | 标准差 | 方差 | |
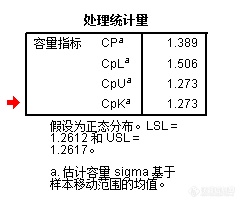
| 数值 | 100 | 0.0004 | 1.2612 | 1.2616 | 1.26147 | 0.0000913 | 0 |
| 有效的N | 100 |