维权声明:本文为lgt228原创作品,本作者与仪器信息网是该作品合法使用者,该作品暂不对外授权转载。其他任何网站、组织、单位或个人等将该作品在本站以外的任何媒体任何形式出现均属侵权违法行为,我们将追究法律责任。
压铸工艺是铝合金制品加工最常用的方式之一,为了防止出现铝合金在压铸过程中出现粘模情况,压铸用铝合金中铁元素一般控制在0.6%以上。
同时,压铸铝合金需达到一定的力学强度,如YL113牌号压铸铝合金,抗拉强度需达到230MPa以上。一般拉伸试样,都是按照GB/T13822压铸有色合金试样,按相应的工艺要求进行压铸成型。但目前有些客户要求本体取样,或按GB/T 1173《铸造铝合金》进行重力浇铸成型。
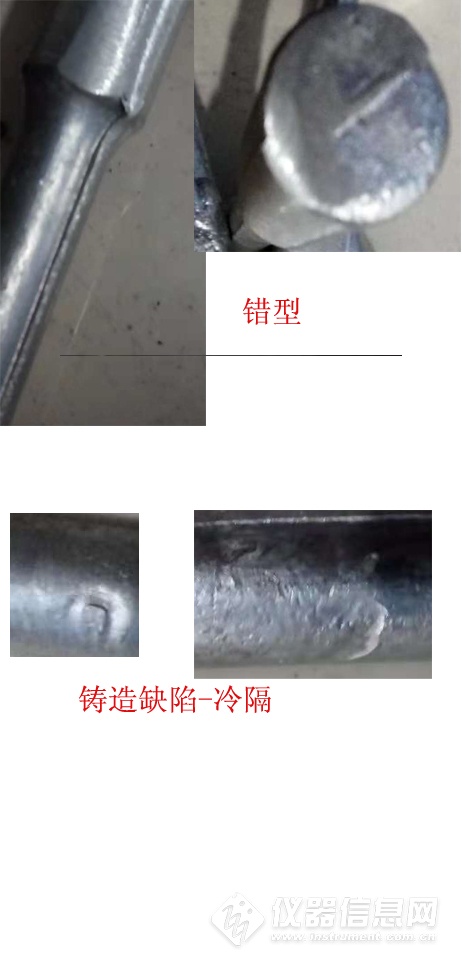
我们在本体取样时,发现因为产品结构厚转薄部位较多,内部气孔很难消除,在本体取样时,破坏了压铸表面致密层后,因为气孔造成的过早断裂情况高达2/3,很容易造成误判。在根据GB/T 1173《铸造铝合金》制作的模具进行重力浇铸成型后试验,虽然力学性能基本能达到要求,但在浇铸时合格率不高,表面易出现冷隔、欠铸现象,同时模具还容易出现变形,导致试样错型。
![]()
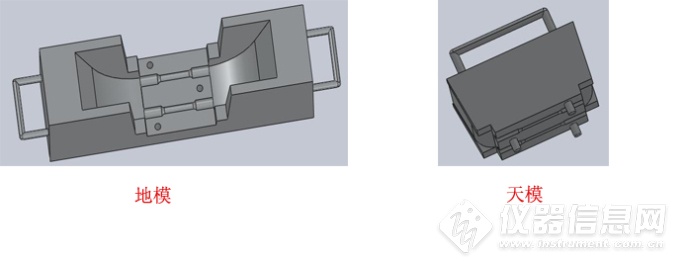
为了尝试按顾客要求,结合相关资料,我们重新设计了一套浇铸模具,采用上下结构,定位销定位的方式,有效避免错型情况;同时,按资料上说能提高浇铸合格率。
![]()
模具制作好后,进行了试制。
![]()
实际情况并不如资料上所说,合格率达到90%。在试制时连续浇铸15模,均不同程度的出现冷隔,及收缩情况。不论是由上往下浇铸,或由下往上浇铸,均不能得到满意的结果,难道是资料有误?
![]()
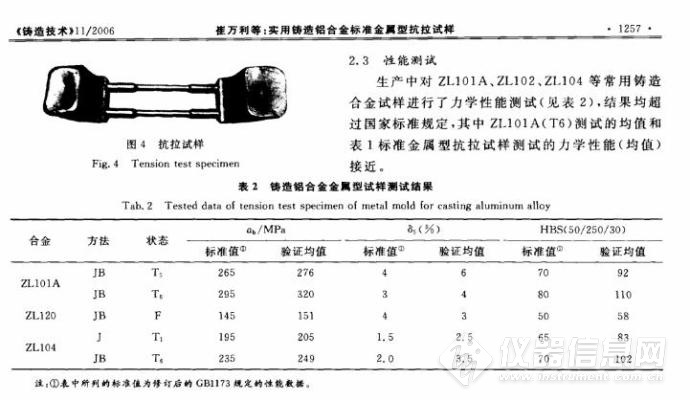
再研究下资料,资料是按ZL101等试验结果来验证的。现在也只能用ZL101铸造用铝合金试验,试验结果是满意的,浇铸至第二模即未出现冷隔、收缩等情况。
试验说明该模具结构只是适用于浇铸铝合金,而不是压铸铝合金也适用。两者之间有什么差别呢,那就是铁元素,因为浇铸铝合金为了保证良好的流动性,及热处理需求,铁元素一般不得高于0.3%,而压铸铝合金则必须大于0.6%,一般在0.7%左右。铁在铝合金中会严重影响流动性。
分析该模具在浇铸压铸用铝合金时,由于压铸用铝合金铁含量高,流动性本身比较差,模具温度较低时导致出现局部浇铸不满,温度过高时,又出现收缩。
故浇铸方式取得拉伸试样,并不适用于压铸铝合金,在与顾客反复沟通,并举例后,顾客同意采用GB/T13822压铸有色合金试样的要求进行加工。