维权声明:本文为lgt228原创作品,本作者与仪器信息网是该作品合法使用者,该作品暂不对外授权转载。其他任何网站、组织、单位或个人等将该作品在本站以外的任何媒体任何形式出现均属侵权违法行为,我们将追究法律责任。
铝合金制品,以其重量轻,强度高的特点,达到运输车辆、航空、天,小到服装配饰,得到了广泛的运用。但是在铝合金产品制造时,裂纹又是一个广泛存在的问题。裂纹将严重影响铝件强度,如在生产中未及时发现,可导致批量性问题,造成很大的经济损失。本文就铝合金在压铸工艺时发生的裂纹现象,根据自己的从业经验,分析裂纹原因,及预防的方法。
在压铸过程中,常出现的裂纹有三种:
![]()
一、组织缺陷裂纹。由于铝合金组织中包含过多的氧化物、杂质等,造成自身强度减弱,且氧化物等收缩特性与铝合金不同,铝液凝固收缩时出现应力集中,在氧化物、杂质等周边与铝合金形成裂隙。这种裂纹在实际生产中发生概率相对极低,原因是,只要严格遵循铝合金精炼除渣工艺,完全可以杜绝组织缺陷裂纹现象。
![]()
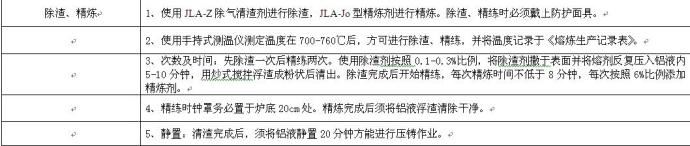
典型精炼模式如下:
![]()
注:很多铝合金焊接后,形成的内部缺陷裂纹均属于这个类型的裂纹,铝本身属于易吸气金属,温度比630℃越高,吸收空气中氢气越多,此不再赘述。
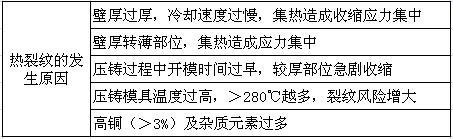
二、热裂纹。热裂纹是铝合金件在热缩阶段,裂纹部位集中承受收缩应力造成。其原因大致有:
![]()
总的来说,热裂纹还是由于铝合金在由高温向低温变化速度过快时,局部承受过大收缩力造成,高铜及杂质多的合金由于温度下降缓慢,延长开模时间,有助于降低裂纹产生的风险。通过实践证明,在壁厚转薄部位增加R角;延长开模时间;控制模具温度能有效降低裂纹发生风险。在产品开发初期,针对壁厚不均的产品,应提前与顾客协商沟通,并考虑集热造成裂纹风险,在开发初期进行有效规避。
三、冷裂纹。冷裂纹是铝合金件在开模/脱模时,局部承受过大拉力造成。其原因大致有:
a、拔模斜度过小,铝合金件承受脱模拉力过大;
b、开模时间过晚,铝件冷却后与模具抱紧力过大;
c、模具上有凹陷或凸出部位,造成铝件承受脱模拉力过大;
d、模具粘铝,造成表面粗糙度过大,铝件承受脱模力过大。
冷裂纹基本是在铝件脱模时,由于受脱模力过大,局部形成裂纹,表面可见明显拉磨痕迹。控制方法是及时检查模具表面,清理粘铝及氧化层,保持模具具有良好的脱模能力,可有效避免冷裂纹的发生。
![]()
结语:上述三种铝合金压铸的裂纹方式,其实都是局部承受作用力过大造成,故大家平常讲的铝合金强度高,是整体受力强度高,而针对壁厚有厚转薄部位,由于受力集中,反而会降低零件整体强度,且这些裂纹在本体或材料截取试样做力学性能分析时,都不具有复制性(裂纹通常发生在表面或厚薄不均部位,几乎不可能在裂纹发生部位截取到试样),无法通过力学测试进行发现。故在做铝件开发时,应充分考虑此问题,当无法避免需承受较高外力的壁厚,出现急剧变化时,应通过R角及圆弧过渡等进行改善。平时生产时,密切关注过程变化,当发现有严重粘模、拉模时应及时修复,严格按工艺控制模具及材料温度等,可有效防止裂纹发生。