
获得0积分,您同时完成了每日任务,有额外的积分奖励,请前往APP领取
立即前往
螺钉断裂原因查找
螺钉使用于零件的紧固,装配后放置库存一段时间,出库时发现螺钉个别发生横向断裂。螺钉生产工艺:抽线——打头——搓牙——热处理(渗碳:淬火温度880-900℃左右+回火温度380℃左右,120分钟)——表面处理(镀锌)——去氢处理(温度200-250℃,4小时)——选别——包装出货。技术要求:螺钉材质为优质低碳钢,渗碳表面硬度≥HV450,心部硬度HV270~390,镀锌厚度约5~8µm。为查找断裂原因,分别对同批使用断裂,使用未断裂的螺钉及同供应商生产的未使用螺钉分别进行分析,结果如下:
1 宏观观察
零件使用三个螺钉,发现三个中一个断裂,螺钉断裂发生在根部,断口为横向平断口,没有明显塑性变形,属宏观脆性断裂,见图1。

2 取样位置
分别从图2中1#(使用未断),2#(使用断裂),3#(未使用)螺钉检测显微组织、维氏硬度检测,2#断口样品还进行断口微观形貌观察。

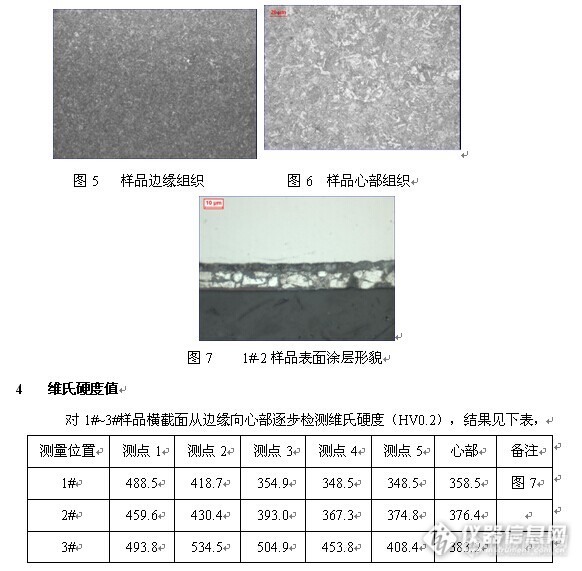
3 微观观察
3.1螺钉纵向微观观察
对1#~3#样品纵向进行金相磨制,观察发现,2#样品裂纹源区及附近螺纹齿根部有微裂纹,根部微裂纹走向形态类似,并且还发现裂纹源附近有一横向微裂纹,微裂纹呈锯齿状向内延伸,裂纹内未见异常,见图3;3#样品螺纹齿根部也发现有微裂纹,见图4。

6 分析
6.1 裂纹组织特征
金相微观观察,断裂螺钉根部存在横向微裂纹,并且裂纹呈锯齿状向内延伸,裂纹内未见异常,具有氢脆延滞断裂裂纹特征;螺钉微观组织:边缘为回火高碳马氏体,心部为回火低碳马氏体+贝氏体;通常优质低碳钢,淬火心部组织应该为珠光体+铁素体,不应该得到马氏体组织,说明螺钉的心部碳含量已经相当高,增加了螺钉的淬透性,淬火得到马氏体组织。
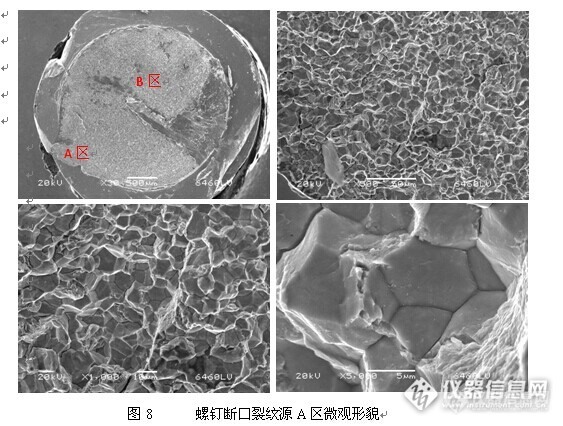
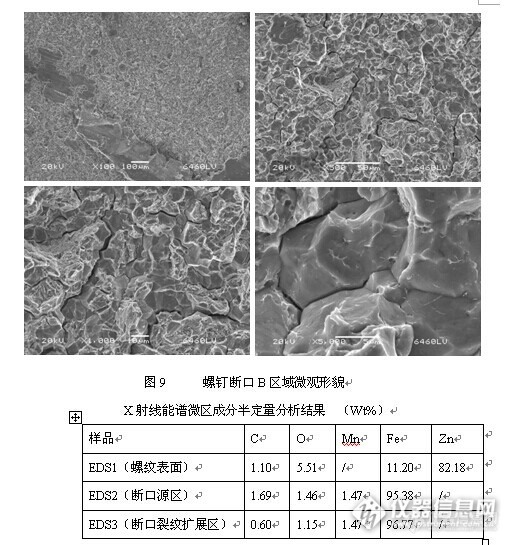
6.2 断口特征
螺钉断裂起始于螺钉根部,裂纹源区为沿晶断口+二次裂纹,裂纹扩展区及瞬间断裂区为沿晶断口+二次裂纹+准解理,沿晶面上有鸡爪状花样,具有氢脆断口的鸡爪花样特征,断裂属于氢脆延滞断裂。
6.3 硬度和镀层厚度分析
对样品分别进行维氏硬度检测,表面和心部硬度在合格范围,但是心部硬度接近上限,使螺钉整体硬度偏高,强度增加,脆性增大。厚度超标。
6.4 受力分析
从螺钉断后零件局部出现起翘,充分说明该断裂螺钉承受的外力较大。由于螺钉渗碳后,心部碳含量增加,使螺钉整体强度增高,对高强钢,氢脆的表观特征一般是表现为低应力延迟破坏,当应力低于门槛应力值时,不发生断裂,通常室温附近氢脆敏感性最大,当螺钉承受一定外力时,超过门槛值应力的螺钉首先发生断裂。
7 初步结论
该螺钉断裂是因为螺钉渗碳时心部碳含量增加,心部淬火后回火得到回火低碳马氏体组织,使心部硬度偏高,脆性增大,加之螺钉表面可能除氢效果不好,导致使用时部分螺钉产生氢脆延滞断裂。











































