![新型低成本低压电子束焊接技术及其精密真空控制装置,550,337]()
摘要:新型低压电子束焊接加工技术具有凹型阴极、自聚焦和低造价的突出特点,不再需要高真空系统,也无需磁透镜和磁线圈进行电子束的聚焦和偏转,可进行微零件焊接和低熔点材料表面微结构改性。但这种新型技术对氩气工作气压的要求较高,需要在7~12Pa的低真空范围实现高精度的调节和控制。本文针对此高精度控制提出了解决方案,即在电容真空计作为传感器的基础上,采用了电动针阀和超高精度压力控制器,控制精度可达±1%。~~~~~~~~~~~~~~~~~~~~~~~~~~~~
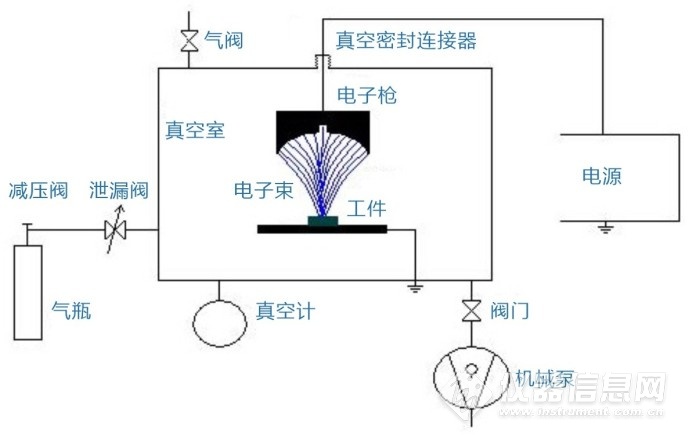
1. 问题的提出 电子束焊是指利用加速和聚焦的电子束轰击置于真空或非真空中的焊接面,使被焊工件熔化实现焊接。目前,电子束焊通常分为高真空、低真空和非真空三种类型,但无论是那种类型,电子束都需要在高真空条件下产生,且还需要磁透镜和磁线圈系统用于聚焦和偏转电子束,这使得高真空装置是电子束焊接设备中的重要且高成本的部件。 最近,波兰研究人员Aleksander Zawada和Piotr Konarski介绍了一种真正低压环境且无需磁透镜和磁线圈的电子束焊接技术[1,2],这种新的低压电子束焊接技术具有以下特点: (1)采用凹形阴极作为电子束源,直接在氩气环境中产生并聚焦电子束。工作气体的存在和伴随辉光放电的发生允许表面电荷中和,这使得电子束可以直接轰击绝缘材料。 (2)可直接采用微波炉用变压器,电压输出为1~3kV,就能建立一个以凹形阴极作为电子源的低压电子束加工装置。 (3)阴极和阳极之间的间隙约为25mm,氩气气体绝对压力可在0.05~0.09Torr范围内调节,采用机械泵就可在此真空度范围内可以获得了稳定的辉光放电进行焊接和加工。通过改变阴极电压以及选择合适的真空度,实现电子束电流的调节,以满足不同工具加工和焊接需要。 (4)通过使用凹面阴极可直接获得直径1~3mm的聚焦点。虽然与很多高端的电子束加工设备相比,它的尺寸似乎太大,但它可用于微零件焊接和表面改性。 (5)由于采用微波炉小功率电源和旋片泵,使得整个装置结构简单和非常便宜,同时可用于微零件焊接和低熔点材料表面微结构改性,如不锈钢、铜、铝、氧化铝、氧化硅和玻璃等材料。如果加大功率,可实现更大功率的电子束焊机。 从上述这种真正低压电子束焊接加工技术的特点中可以看出,这种技术对真空度的要求很高,需要在很窄的气压范围内(约5Pa)进行调节以满足不同的焊接加工要求,而相关文献也未涉及气压精密控制的具体内容。为此,本文将针对此问题提出相应的具体解决方案。2. 解决方案 波兰学者提出的新型低压电子束焊接加工装置结构如图1所示[1,2],其真空室只有5升的体积。真空系统包括了真空计、机械泵和泄漏阀三部分,进气用了高压氩气气瓶,还配备了一个气阀用来加工完成后导入空气打开腔门。![01.新型低压电子束焊机原理图]()
图1 新型低压电子束焊接机结构示意图
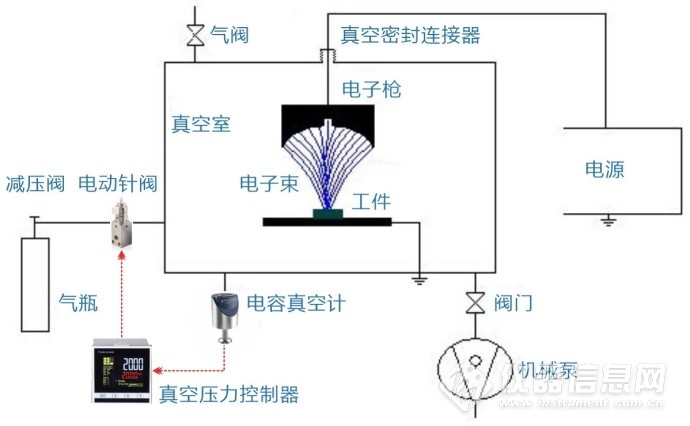
从图1所示结构可以看出,所进行的真空度控制应该还是手动调节方式,即固定机械泵抽速(一般是全开状态),然后通过调节泄漏阀的开度来达到不同的真空度,但这种手动控制方式很难保证真空度控制的准确性和稳定性,完全不能按照设计好的不同设定值对真空度进行控制。 为此,本解决方案的目的是进行真空度控制的自动化改造,改造方案的具体结构如图2所示。解决方案是在原有的电容真空计基础上,增加了电动针阀和高精度的真空压力PID控制器,由真空计、电动针阀和真空压力控制器组成一个典型的闭环控制系统。其中各个部件的具体内容如下。![02.新型低压电子束焊机和真空控制装置原理图,650,401]()
图2 包含真空度自动控制的电子束焊接机结构示意图
2.1 真空计的选择 方案中选择1Torr量程的薄膜电容真空计覆盖0.05~0.09Torr工作压力范围,这种电容真空计具有0.25%的高精度。 除了高精度之外,这种电容真空计还具有线性的0~10V直流电压信号输出,即真空度测量值与输出电压值呈线性关系,这非常有利于数据采集和处理,更能保证控制的准确性。 对于0.05~0.09Torr的工作压力范围,尽管在理论上也可以选择0.1Torr量程的真空计,但实际真空度控制范围已接近真空计上限,这使得对0.09Torr附近的真空度较难控制,实际真空度稍微过冲就超出真空计量程,这很容易造成真空控制失效。2.2 电动针阀 工作压力自动控制的关键技术之一是图1中的泄漏阀要具备电动调节能力,这时的电动调节阀门就相当于一个电动执行器来根据要求调节进气流量的大小。 解决方案是采用电动针阀代替图1中的泄漏阀。电动针阀是一种步进电机驱动的针型阀,阀门位移分辨率可达到12.7um,并具有很小的真空漏率和线性度,可直接用直流0~10V模拟电压进行调节,很适合真空度控制过程中的进气流量调节。2.3 超高精度真空压力控制器 对于低压电子束焊接加工装置的真空度控制而言,另一项关键技术就是需要解决超高精度的PID控制问题。如在选择1Torr真空计时,对应的电压输出为0~10V,那在实际测量0.05Torr真空度过程中所对应的电压输出则为0.5V。如果要达到±1%的控制精度,则需要PID真空度控制器具有5mV的测量精度,这是目前绝大多数工业用真空度控制器无法达到的精度要求。 为了在0.05~0.09Torr范围内实现±1%的真空度控制精度,解决方案选用了VPC 2021系列超高精度真空压力控制器。此控制器的主要特点如下: (1)超高性能指标:24位AD、16位DA和0.01%最小输出百分比,同时采用的是双精度浮点运算,这是目前国际上工业用控制器最高的性能指标。 (2)多功能:具有程序控制、PID参数自整定、RS485通讯、标准MODBUS通讯协议和多条设定曲线以及多组PID参数存储等功能。 (3)丰富的扩展能力:控制器带有远程设定能力,即通过外接可变电位器旋钮实现真空度设定值的手动调节和设定,为现场真空度的随时调节和控制提供了极大便利。 (4)配套软件:配套有计算机软件,可通过计算机进行控制器的所有设置和运行,并可直观显示和存储多个过程参数随时间变化的实时曲线, (5)体积小巧:具有常用工业用控制器典型的小巧尺寸(面板尺寸96mm×96mm)。3. 总结 在波兰学者提出的低造价低压电子束焊接和加工新技术基础上,本文对此新技术中未涉及到的真空度精密控制技术进行了分析,并提出了实现真空度高精度控制的解决方案。解决方案以及所涉及到的电动针阀和超高精度PID真空压力控制器,经过了大量试验验证考核,并已经在多个领域内得到了广泛应用,技术成熟度很高,可为这种新型电子束焊接和加工技术的推广应用提供有效的技术保障。4. 参考文献[1] Zawada A, Konarski P. Electron beam generated in low pressure noble gas atmosphere–Compact device construction and applications[J]. 2013.[2] Chien C H, Zawada A, Konarski P, et al. Developing a desk-top electron beam micro-machining system in the low-pressure argon atmosphere[J]. Procedia CIRP, 2020, 95: 950-953.~~~~~~~~~~~~~~~~~~~~~~~