故障五:接触面积
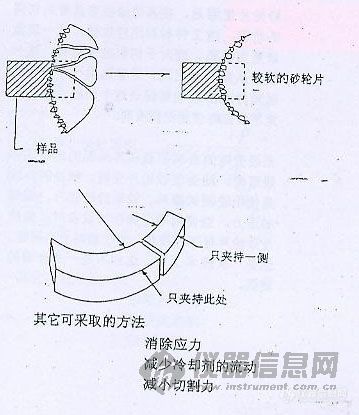
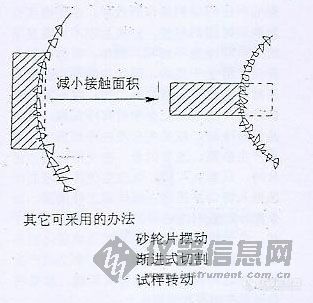
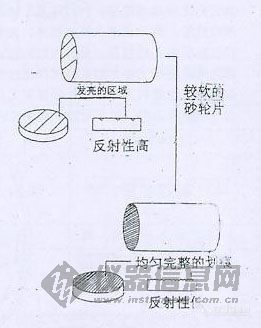
在成功的切割任何工件或者零件的能力方面,接触面积是一个至关重要的因素。因为与试样接触,磨料颗粒的数目与基础面积有直接关系。作用在这一面积上的总力将支配每一颗研磨颗粒与试样之间的压力。根据这个概念,在用砂轮片进行切割的时候,尽可能用最小的接触面积是十分明智的。但是在实践中不总是能做到这一点,因为随着切割的进行,接触面积在不断变化。这时候只能采用渐进式切割或者摆动头系统,都能改善切割性能;让试样转动是另一种保持切割面积的方法,这一设施也有助于保证获得一个平行的切割零件,即它减少了使砂轮片产生漂移的任何倾向。
![]()
故障六:试样残余损伤、砂轮片磨损
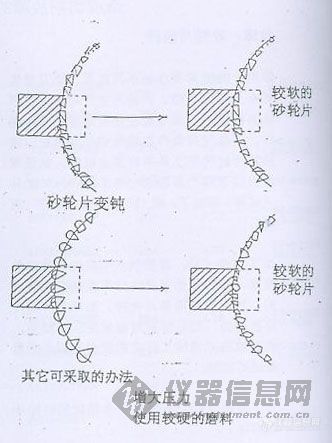
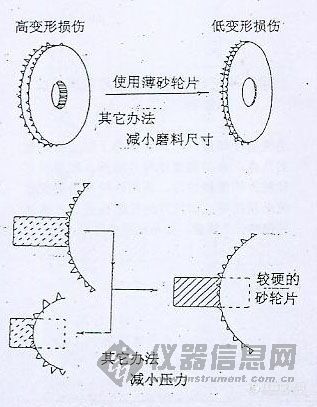
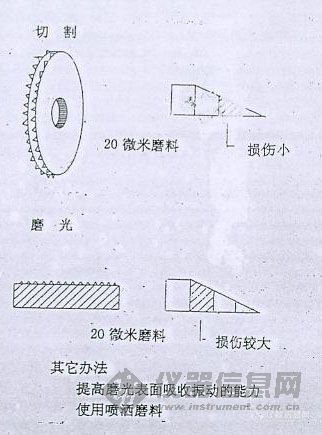
试样的残余损伤常常是一个被忽视的因素,然而在我们的微结构分析领域内,我们要做的不仅仅是切割零件,还必须获得一个具有最小损伤的样品。只要这还是一个问题,采用较薄的切割片或者砂轮片就能解决问题。这类薄砂轮片经常是有橡胶粘接的,对于切割更为及鞥系的零件也有益处。减小磨料颗粒也可以减小变形(即残余损伤)。
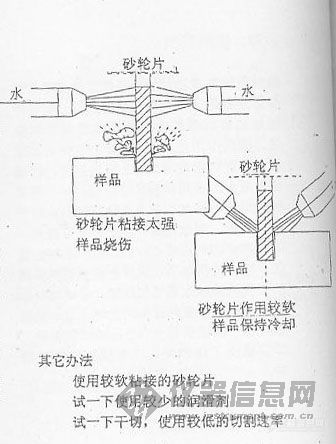
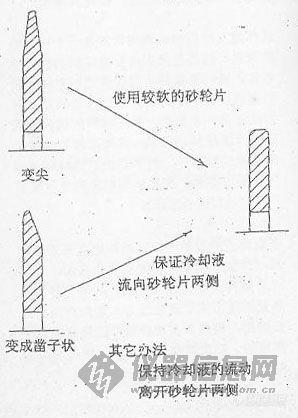
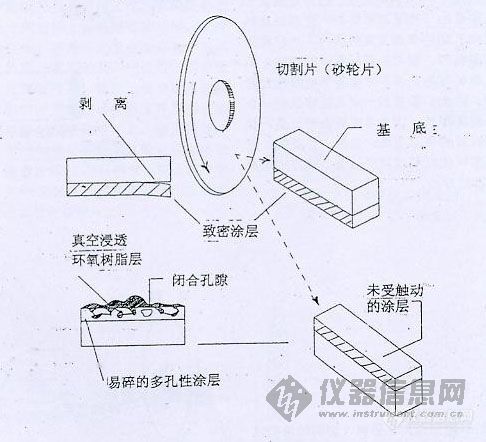
在选择了能对某一特定材料进行有效切割的‘最佳’磨料与粘结剂组合以后,切割时所加的压力也必须恰当。如果使砂轮片承受的压力大于最佳压力,切割时间肯定会缩短,但是却会使砂轮片迅速磨损、变形增加、产生的热也会增加。提高基体的粘接强度也会减少砂轮片的磨损。
![]()