获得0积分,您同时完成了每日任务,有额外的积分奖励,请前往APP领取
立即前往
表1单位面积干燥质量测试结果
试样编号 | 试样连同扁形称量瓶的干燥质量m(g) | 扁形称量瓶的干燥质量m0(g) | 平方米干燥质量M (g/m2) |
1 | 72.46 | 70.15 | 231 |
2 | 72.56 | 70.22 | 234 |
3 | 72.27 | 69.96 | 231 |
4 | 72.30 | 70.04 | 226 |
5 | 72.54 | 70.26 | 228 |
平均值 | 72.436 | 70.126 | 230 |
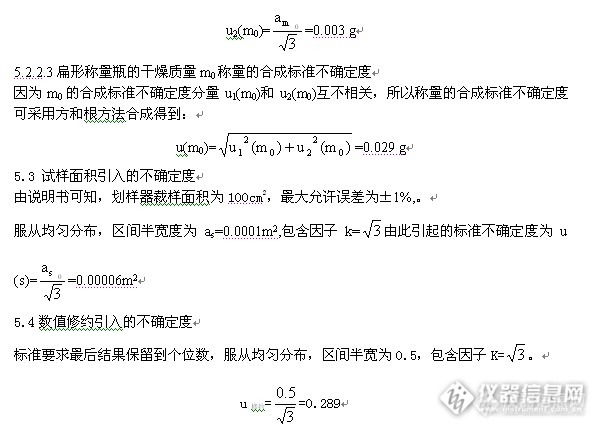
注:试样面积S,取值为100cm2(0.01m2). | |||
表2 极差系数C及自由度v
| n | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| C | 1.13 | 1.69 | 2.06 | 2.33 | 2.53 | 2.70 | 2.85 | 2.97 |
| v | 0.9 | 1.8 | 2.7 | 3.6 | 4.5 | 5.3 | 6.0 | 6.8 |
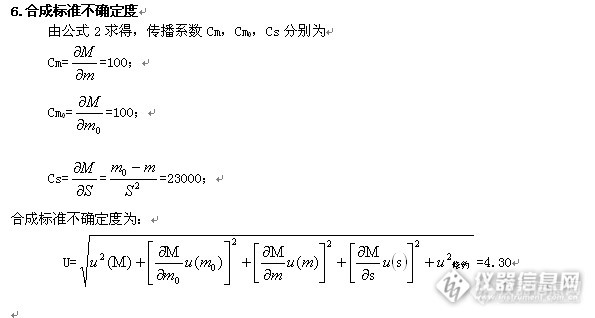
U95=U×K=4.30×2≈9